 2014-02-24
2014-02-24 3293
3293При проектировании конструкций сборочных единиц необходимо учитывать определенные требования их изготовления, эксплуатации и ремонта наиболее производительными экономичными способами в заданных условиях производства.
Основные требования к технологичности изделия:
- изделие должно состоять из сборочных единиц, собираемых обособленно, т. е. независимо от сборки других сборочных единиц. Это позволяет выполнять сборочные операции составных частей изделия параллельно, что обеспечивает сокращение длительности производственного цикла;
- должна быть предусмотрена возможность испытания и обкатки сборочных единиц (если это требуется) до соединения их с другими элементами машины; соблюдение этого условия исключает появление дефектов на общей сборке;
- изделие должно включать максимальное число стандартизованных и нормализованных сборочных единиц. Это обусловливает увеличение серийности их выпуска и, как следствие, снижение трудоемкости изготовления, снижение себестоимости;
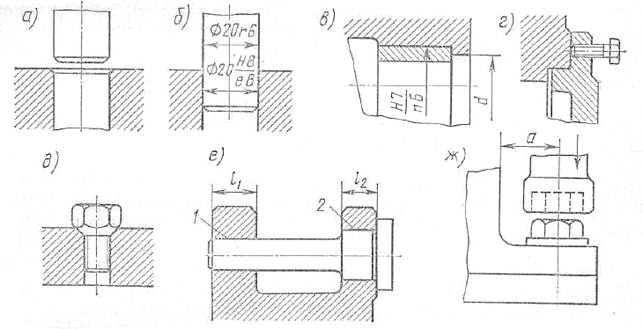
Рис. 4.1. Примеры конструктивного оформления соединений
- изделие должно иметь по возможности минимальное число многозвенных размерных цепей (наличие их затрудняет получение необходимой точности замыкающего звена). Если сократить число звеньев размерной цепи невозможно, необходимо предусмотреть в конструкции изделия компенсатор (см. § 44);
- в конструкции сборочной единицы следует предусмотреть возможность совмещения технологических и измерительных баз, что обеспечит более высокую точность сборки;
- при разработке конструкции изделия должна быть предусмотрена возможность механизации и автоматизации сборочных и разборочных работ, т. е. обеспечен удобный подвод механизированного инструмента к местам соединения деталей, и учтена возможность использования подъемно-транспортных средств при сборочных (разборочных) работах;
- изделие должно быть сконструировано так, чтобы при сборке были минимум пригоночных работ и ограниченное число операций совместной механической обработки собираемых деталей;
- конструкция изделия должна допускать быструю смену изношенных деталей.
На рис. 4.1 представлены примеры конструктивного оформления некоторых соединений. Фаски облегчают процесс сборки деталей (рис. 4.1, а); направляющий поясок с подвижной (Н 8/е8) посадкой облегчает запрессовку вала (рис. 4.1, б); наличие в детали отверстия d для выколотки облегчает выпрессовку детали (рис. 4.1, в); резьбовые отверстия для отжимных винтов позволяют исключить применение специального съемника для разборки соединения (рис. 4.1, г); коническая опорная поверхность у гаек и винтов обеспечивает стопорение резьбового соединения (рис. 4.1, д) при сборке соединений по двум поверхностям 1 и 2 (рис. 4.1, е) их делают разных размеров, что позволяет избежать образования на поверхности 2 задиров (кроме того, размер l 1, делают больше l 2, что обеспечивает лучшее направление пальца при сборке); достаточное расстояние а от оси резьбового отверстия до стенки корпуса позволяет использовать более производительный торцовый ключ (рис. 4.1, ж).

