 2014-02-09
2014-02-09 2274
2274Современная САПР при ее полном развитии должна включать автоматизированное решение всех задач, встречающихся при технологическом проектировании. В случае создания комплексных автоматизированных систем, объединяющих в единый процесс основные этапы проектирования изделий достигается наибольший технико-экономический эффект. Причем для решения каждой задачи предполагается создание отдельной подсистемы автоматизированного проектирования. Примерный состав подсистем, соответствующий современному уровню развития технологии машиностроения, показан на рис. 2.3.
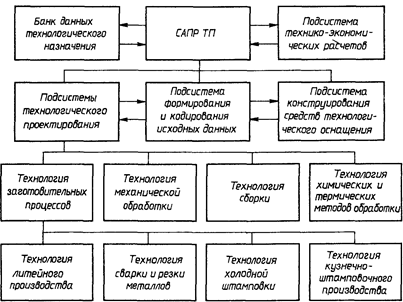
Рис. 2.3. Функциональный состав комплексной САПР ТП машиностроительного предприятия
Подсистемы автоматизации технологического проектирования предусматривают решение следующих задач:
1) разработка технологии литейного производства: литье в земляные формы, литье под давлением, кокильное литье, центробежное литье, прецизионное литье;
2) разработка технологии сварки и резки металлов: дуговой электросварки, контактной электросварки, газовой сварки и резки, подготовки программ для сварочных автоматов и для резки металлов с ЧПУ;
3) разработка технологии кузнечно-штамповочного производства: свободной ковки, штамповки на молотах и прессах, ковки на горизонтально-ковочных машинах, прессования на гидравлических прессах, поперечной прокатки, подготовки программ для прессов с ЧПУ;
4) разработка технологии механической обработки: типовых групповых и единичных технологических процессов, автоматных операций, технического нормирования, подготовки программ для станков с ЧПУ;
5) разработка технологии сборки: операционных технологических процессов сборки, подготовки управляющих программ для промышленных роботов;
6) разработка технологии химических, термохимических, химико-механических, электрических, термических методов обработки, металлопокрытий, окраски.
Подсистемы конструирования средств технологического оснащения должны включать инвариантные части (модули), позволяющие решать для различных подсистем технологического проектирования следующие задачи:
· проектирование специального оборудования,
· проектирование специальной оснастки,
· проектирование специальных режущих инструментов,
· проектирование специальных мерительных инструментов.
Для осуществления функций связи между отдельными подсистемами САПР ТП должна быть разработана специальная подсистема стыковки (интерфейс). Эту функцию, как показано на рис. 2.3, выполняет подсистема формирования и кодирования исходных данных, которая осуществляет выборку, переработку и систематизацию данных, выдаваемых предыдущими подсистемами, а также подготовку данных для работы последующих подсистем технологического проектирования.
Для хранения, поиска и первичной переработки данных, необходимых при проектировании, в САПР ТП служит банк данных технологического назначения.
Несмотря на многообразие задач, возникающих при создании комплексных САПР ТП машиностроительного предприятия, имеется возможность их построения на единой методологической основе с максимальным использованием стандартных методов, программ и технических средств. В настоящее время происходит в основном автономное использование отдельных подсистем технологического проектирования. Однако ведутся разработки комплексных САПР ТП, у которых отпадет потребность в технической документации для производственных целей, и вся информация для решения различных задач будет передаваться из ЭВМ по каналам связи.

