 2014-04-05
2014-04-05 389
389При этом виде сварки источником тепла является электрическая дуга, создаваемая между электродом и материалом согреваемых изделий. Температура в зоне горения трубы» 3000°С. Для выполнения этого вида сварки необходимо иметь:
- источник питания (трансформатор);
- токоподводящие провода;
- держатель электрода;
- электроды, сварочные материалы;
- защита;
- аттестованный работник для выполнения сварки.
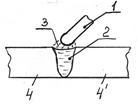 Схема дуговой сварки (см. рис. 38):
Схема дуговой сварки (см. рис. 38):
Рис. 38 Схема дуговой сварки: 1 – электрод, 2 – жидкий металл (стык), 3 – дуга, 4 – свариваемые части детали
Кромка деталей и конец электрода разогреваются мощным источником тепла – дугой. Дуговая сварка универсальна, толщина свариваемых деталей 2 – 200 мм и более.
Основными технологическими параметрами процесса сварки являются:
-  диаметр электрода, мм
диаметр электрода, мм
- марка электрода
- сварочный ток.
Размер электрода выбирается в зависимости от толщины свариваемых материалов.
| D, мм | 1-2 | |||
| d, мм | <2 | 2-3 | 4-12 | >12 |
I св = К * D,
Где К – коэффициент:
- от 30 до 40, если из легированной стали
- от 30 до 60, если из углеродистой стали
D – диаметр электрода, мм.
Классификация и маркировка электродов:
Электроды изготавливаются из сталей 77 наименований диаметром 0,3 до 12 мм
1. по химическому составу:
- из углеродистой стали
Св. – 08
Св. – 10
Св. - для изготовления электрода была использована проволока. Отличительная особенность ее состоит в пониженном содержании S и P и повышенная чистота по неметаллическим включением;
08, 10 – содержание углерода в сотых долях процента.
- из легированной стали
Св. – 15ХМ
15ХМ - углерода 0,15%; хром»1%; молибден»1%.
из высоколегированной стали, т.еåл.э. ³ 10%
Св. – 12Х18Н10Т
ЭН – 65ХН3 – 33
ЭН – электрод для наплавки;
65ХН3 – марка материала;
33 - твердость, которая будет HRC³33 получена после наплавки.








