 2015-01-30
2015-01-30 1334
1334Точность размеров и формы детали (рис.5.5) зависят от погрешности электрода - инструмента и от погрешностей, вызванных отклонениями режимов ЭХО (колебание электродинамических параметров, изменение свойств электролита, колебание температуры и т.д.). Значительное влияние на точность детали оказывает колебание припуска заготовки. В конце обработки погрешность детали  должна быть в пределах допуска на деталь
должна быть в пределах допуска на деталь  ,
,  .
.
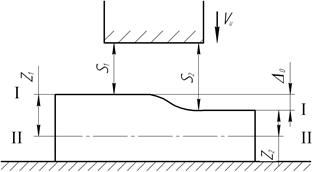
Рис. 5.5- Схема образования погрешности обработки: I-I - контур исходной заготовки; II-II - контур детали
По схеме с неподвижным электродом-инструментом погрешность детали определяем по формуле
 , (5.28)
, (5.28)
где  - погрешность заготовки.
- погрешность заготовки.
В формуле 5.28 первая составляющая характеризует реальный размер обработки с учётом погрешности заготовки и колебаниями параметров ЭХО, а вторая составляющая показывает ожидаемый номинальный размер обработки.
По схеме с подвижным электродом-инструментом погрешность детали находим из выражения
 . (5.29)
. (5.29)
Для случая идеального процесса ЭХО на погрешность обработки оказывает влияние только погрешность заготовки, тогда при постоянной скорости электрода-инструмента формулу 5.29 приведем в виде
 . (5.30)
. (5.30)
Наибольшее влияние на общую погрешность обработки оказывают: нестабильность электропроводности электрода, колебания зазора и выхода по току (до 50 % от общей погрешности); отклонения от расчётного режима течения электролита (до 20 %); упругие и температурные деформации (до 15 %); погрешности настройки и установки (до 15 %).








