 2015-01-30
2015-01-30 2028
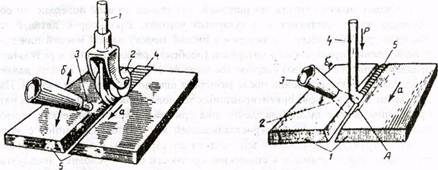
2028При сварке нагретым газом соединяемые поверхности нагревают струей разогретого газа и приводят в контакт с нагретой той же струей присадочным материалом или друг с другом (рис.11).
Сваркой с применением присадочного материала соединяют детали из поливинилхлорида, полиолефинов, полиметилмета-крилата, полистирола, полиамидов.
 |
А Б
Рис.11. Схема сварки нагретым газом: А) с прокаткой присадочного прутка роликом: I- присадочный пруток; 2- прижимной ролик; 3-с опло; 4 - сварной шов; 5- соединяемые детали, а- направление сварки, б - направление манипулирования сварочной горелки;
Б) с применением присадочного материала: /- свариваемые детали; 2- струя нагретого газа; 3- - наконечник нагревателя; 4 -присадочный пруток; 5 - сварной шов; а - направление сварки.
В присадочный материал в виде прутка, прямоугольного или треугольного сечения из того же полимера, что и в свариваемых деталях, может быть добавлен пластификатор (3-10% от массы композиции). Непластифицированный материал предпочтителен при изготовлении изделий, работающих в агрессивных средах и при повышенных температурах.
При ручной сварке рабочий способ сварки очень трудоемок и не позволяет получать сварные швы высокого качества. Необходимо отметить, что вручную трудно обеспечить равномерную подачу присадочного материала и равномерно прогреть свариваемые поверхности. При этом способе сварки наблюдается большой разброс показателей прочности по длине свариваемого шва. Прочность сварного шва и его качество зависят от квалификации сварщика.
В процессе механизированной сварки сварщик перемещает установку. Подача присадочного материала и давление связаны с движением ведущего ролика вдоль шва. Вся установка помещена на тележке, на которой по направляющим с помощью винта перемещается груз, соединенный с присадочным прутком. Размягченный в месте сварки пруток под действием груза ложится в разделку шва. Направление перемещения тележки обеспечивается передним колесом тележки, два задних колеса катятся по поверхности свариваемого изделия. Скорость сварки поддерживается автоматически.
Газом-теплоносителем чаще всего служит воздух. При сварке термопластов, которые подвержены сильной термоокислительной деструкции, в качестве теплоносителя применяют главным образом азот. Температура газа на выходе из сопла сварочного аппарата должна быть на 50 - 100°С выше, чем Тт полимера, так как на участке между соплом и свариваемой поверхностью теплоноситель
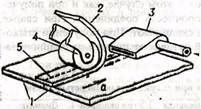 |
| Рис.12. Схема сварки нагретым газом с применением прикаточного ролика: 1- свариваемый материал; 2- присадочный материал в виде ленты; 3- наконечник нагревателя; 4- прижимной ролик; 5- сварной шов; а- направление сварки (пунктирными линиями показана подача нагретого газа) |
охлаждается. Давление газа составляет 35-100 кН/м² (0,35 - 1,0 кгс/см²). Для мягких присадочных прутков, не выдерживающих осевого давления, применяют прикаточные ролики (рис.12): усилие прижима, оказываемого рукой, должно составить от 10 до З0Н (1-3 кгс).
Скорость укладки прутка (обычно 0,1-0,2 м/мин), зависящая от температуры газа, с увеличением диаметра прутка уменьшается, однако общая скорость заполнения шва (скорость сварки) при этом возрастает.
У метода сварки нагретым газом есть свои недостатки: низкая производительность, высокая стоимость работ, сложность поддержа-ния постоянных режимов сварки.








