 2015-01-07
2015-01-07 972
972Основное (технологическое) время определяется по формуле
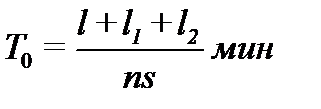 ,
,
где l - длина обрабатываемой поверхности в мм;
l1 - величина резания и пробега резца в мм;
l2 - дополнительная длина на взятие пробной стружки в мм;
n - число оборотов в минуту;
s - подача на один оборот шпинделя в мм/об.
Согласно приложению 4 величина врезания и перебега для резца с углом в плане φ = 450 принимается равной 8 мм и для резца с углом φ = 900 равной 4 мм.
Обработка детали производится с установкой резца по лимбу без пробных стружек, поэтому дополнительная длина на взятие пробной стружки не учитывается. Тогда для поверхности 1
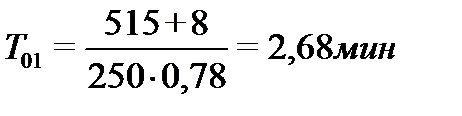 ;
;
для поверхности 2
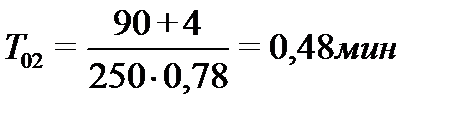 ;
;
для поверхности 3
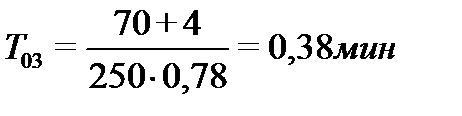 .
.
Основное (технологическое) время на операцию равно
T0 = t01 + t02 + t03 = 3,54 мин.








