 2015-02-04
2015-02-04 563
563Тема: Гидропривод
План:
1. Классификация гидропривода.
2. Гидрораспределители.
Гидропривод, в настоящее время успешно внедряемый в сборочно-сварочном производстве, обладает целым рядом преимуществ по сравнению с другими механизированными приводами; возможность создания очень больших усилий (в 10 раз и более по сравнению с пневмоприводом); компактность конструкции привода; плавность и бесшумность работы; основные элементы гидроприводов (цилиндры) не требуют смазки и не подвержены коррозии, так как их рабочие поверхности все время соприкасаются с маслом.
Наряду с этим для работы гидропривода требуется более сложная и дорогая аппаратура. Точность изготовления и чистота рабочей поверхности гидравлических цилиндров должна быть выше, чем пневматических. При применении гидропривода необходим также более тщательный монтаж гидроразводки и высокая культура обслуживания, так как даже небольшие утечки масла вызывают загрязнение рабочего места. Недостаток гидропривода — замедленная скорость движения поршня, особенно у цилиндров большого диаметра. Для увеличения скорости требуется значительное повышение мощности двигателя насоса.
|
|
|
В качестве рабочей жидкости в гидроприводе используют минеральное масло (индустриальное 20 или турбинное 22). Давление масла в гидроцилиндрах обычно составляет 50 или 100 кгс/см3- {5 или 10 МПа), но может достигать и больших величин. Основные элементы гидропривода — гидроцилиндры отличаются от пневмоцилиндров большей прочностью. Крышки цилиндра, как правило, укрепляются на резьбе.
Гидроцилиндры аналогично пневмоцилиндрам могут быть на лапах, с фланцевым и с шарнирным креплением — на пружине или на цапфах. Расчет их аналогичен расчету пневмоцилиндров двустороннего действия. Для работы гидропривода требуется специальная насосная установка — станция, состоящая из масляного резервуара (маслобака) и насоса (шестеренчатого или лопастного) с приводным электродвигателем.
 Обязательной принадлежностью любой гидравлической установки является регулирующая аппаратура, направляющая (распределительная) аппаратура и фильтры. К регулирующей аппаратуре относятся обратные и предохранительные клапаны и дроссели.
Обязательной принадлежностью любой гидравлической установки является регулирующая аппаратура, направляющая (распределительная) аппаратура и фильтры. К регулирующей аппаратуре относятся обратные и предохранительные клапаны и дроссели.
Обратные клапаны предназначены для пропуска масла в одном направлении и перекрытия его в обратном. Устройство гидравлического обратного клапана в принципе не отличается от пневматического. Разница состоит ь большей прочности и точности изготовления, что относится и кс всей гидравлической аппаратуре.
Предохранительные клапаны служат для поддержания постоянного давления в гидросистемах, а также для предохранения гидросистем от перегрузки. Для этой же цели применяют и напорные гидроклапаны. Дроссели служат для регулировки скорости потока масла, а, следовательно, и скорости движения исполнительных органов гидропривода.
|
|
|
Направляющая {распределительная) аппаратура включает в себя гидрораспределители различных типов, предназначенные для реверсирования движения поршня в цилиндре, а также для остановки поршня в любом положении. Гидрораспределители выпускают с ручным, гидравлическим и электрическим управлением в различном конструктивном исполнении, обеспечивающем разные варианты соединений цилиндров с насосной установкой.
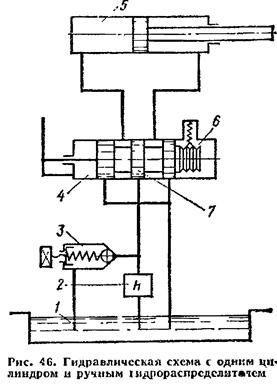
На рис. 46 показана принципиальная гидравлическая схема с одним гидроцилиндром 5, управляемым ручным гидрораспределителем золотникового типа 4. На схеме золотник 7 гидрораспределителя показан в среднем положении, при котором обе полости цилиндра изолированы и заперты. Масле от насоса 2 в этом случае сливается в бак 1 через предохранительный клапан 3.
При левом положении золотника масло от насоса по нагнетательному трубопроводу поступает через парораспределитель в правую полость цилиндра, а левая полость при этом соединяется со длинным трубопроводом, по которому масло поступает в бак. Шток при этом втягивается в цилиндр.
 При правом положений золотника, наоборот, нагнетательный трубопровод соединяется с левой полостью, а сливной — с правой, и шток движется в обратную сторону. Неподвижность золотника в каждом из трех положений обеспечивает пружинный фиксатор 6. На схеме изображен гидрораспределитель так называемого четвертого исполнения, отличающийся тем, что при своем среднем положении он перекрывает обе полости цилиндра. Золотники в гидрораспределителях с электрическим управлением перемещаются электромагнитами. Обязательной принадлежностью любой гидросистемы является фильтр. Примером применения гидропривода может служить установка для сборки продольных стыков обечаек (см. рис. 56).
При правом положений золотника, наоборот, нагнетательный трубопровод соединяется с левой полостью, а сливной — с правой, и шток движется в обратную сторону. Неподвижность золотника в каждом из трех положений обеспечивает пружинный фиксатор 6. На схеме изображен гидрораспределитель так называемого четвертого исполнения, отличающийся тем, что при своем среднем положении он перекрывает обе полости цилиндра. Золотники в гидрораспределителях с электрическим управлением перемещаются электромагнитами. Обязательной принадлежностью любой гидросистемы является фильтр. Примером применения гидропривода может служить установка для сборки продольных стыков обечаек (см. рис. 56).
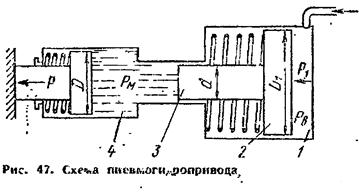
Поскольку установка специальной станции с индивидуальным насосом не всегда рациональна, то для приведения в действие гидроприводов используется энергия сжатого воздуха. Схема пневмогидропривода показана на рис. 47. Сжатый воздух от сети подается в воздушный цилиндр 1. При движении поршня 2 плунжер 3 давит на масло с силой

где D1 — диаметр воздушного цилиндра, см; рв — давление сжатого воздуха, кгс/см2.
Давление масла при этом повышается до величины

где d — диаметр плунжера, см.
Так как масло давит во все стороны, то сила на штоке гидравлического цилиндра 
где η — КПД привода, равный 0,8—0,9.
Сопротивленцем возвратных пружин в обоих случаях можно пренебречь. Выигрыш в силе пневмогидропривода пропорционален квадрату отношения диаметров гидравлического цилиндра и плунжер.
Приспособления с магнитами получают широкое распространение в различных отраслях машиностроения, в том числе и в сварочном производстве. Различают два вида приспособлений: с электромагнитами и с постоянными магнитами. Преимущество этих приспособлений — универсальность, быстрота действия, отсутствие движущихся частей (у электромагнитов) или громоздких-коммуникации — шлангов (у постоянных магнитов), простора устройства и обслуживания, компактность.
Особенно перспективны постоянные магниты, так как они полностью автономны и не требуют внешних источников энергии, в то время как для питания электромагнитов требуется постоянный ток.
В сборочных устройствах магнитные приспособления выполняют одновременно функции установочных и зажимных элементов (упора и прижима), располагаясь при этом с одной стороны изделия. Это значительно упрощает конструкцию сборочного устройства и полностью освобождают одну сторону изделия. В результате повышается чистота и культура рабочих мест, улучшаются условия для сварки. Широкое распространение получили магниты в приспособлениях для сборки листовых полотнищ. Приспособление располагается с нижней стороны свариваемых листов, а верхняя сторона полностью открыта для сварочной аппаратуры и сварщика (см. рис. 109).
|
|
|
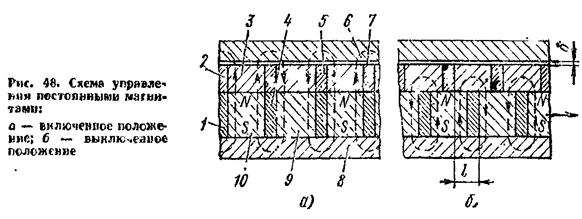
Управление электромагнитами осуществляется включением и отключением тока обычными электрическими выключателями, управление постоянными магнитами — путем изменения пути магнитного потока. Приспособление с постоянными магнитами (рис. 48) состоит из подвижной части 1, неподвижной части 2 и основания 8, являющегося магнитопроводом. На подвижной части имеются магниты 10 и магнитопроводы 9, разделенные немагнитными перегородками 4. Неподвижная часть состоит из магнитопроводов 5, разделенных немагнитными перегородками 5. При включении немагнитные перегородки обеих частей расположены друг против друга и магнитные потоки проходят от северных полюсов магнитов 10 через магнитопроводы 5, рабочий зазор 7, закрепляемую деталь 6, магнитопроводы 9 и 8 к южным полюсам магнитов 10. Более коротким путем магнитный поток пройти не может из-за немагнитных перегородок 4 и 5, представляющих собой значительные магнитные сопротивления.
Для отключения магнита достаточно сдвинуть подвижную часть на величину 1; при этом магнитный поток получит возможность замыкаться бол е коротким путем — от северного полюса магнитов 10 через магнитопроводы 3, 9 и 8 к южному полюсу. Таким образом магнитный поток минует деталь, которая легко снимается с приспособления. Подвижная часть перемещается ручным эксцентриком, кривошипным или винтовым механизмом. Так отключаются крупные магниты с большой величиной притяжения. Небольшие приспособления с постоянными магнитами отрываются от изделия обычно резким рывком.
|
|
|
Как известно, усилие притяжения магнита пропорционально квадрату магнитной индукции и площади контакта магнита с деталью. Магнитная индукция в электромагнитах зависит от числа ампер-витков катушки магнита, а в постоянных магнитах — от размеров и магнитных свойств материала магнита. Величина воздушного зазора влияет на усилие притяжения: чем больше зазор, тем труднее получить в нем необходимую магнитную индукцию. Поэтому величина зазора должна быть минимальной, желательно в пределах до 0,5 мм. В качестве материалов для постоянных магнитов используют или специальные сплавы, в которые, кроме железа, входит никель, алюминий, кобальт, медь (так называемые литые магниты), или керамические (оксидно-бариевые) магниты.
Литые магниты обладают большей прочностью и развивают удельное усилие притяжения до 7 кгс/см2 (70 Н/см2). Недостатком их является дефицитность исходных материалов и высокая стоимость. Оксидно-бариевые магниты сравнительно дешевы, недефицитны и развивают удельное усилие притяжения до 4 кгс/см* (40 Н/см2). Усилие сдвига составляет 20—25% усилия притяжения.
Примером применения зажимов с электромагнитами может служить установка для сборки обечаек с донышками (см. рис. 61).
К установочным и зажимным элементам близки по назначению и устройству переносные сборочные приспособления, отличающиеся от элементов тем, что не закрепляются на основаниях сборочных устройств, а используются самостоятельно.
Вопросы для самопроверки:
1. Назначение гидропривода.
2. Как осуществляется управление электромагнитами?
3. Назначение предохранительных клапанов.
Литература:
Базовая:
1. А.Д. Гитлевич, Механизация и автоматизация сварочного производства, М., Машиностроение, 1979г. – стр.290.
Вспомогательная:
1. С.А. Куркин, Сварные конструкции, М., Высшая школа, 1991г. – стр.398;
2. М.С. Львов, Автоматика и автоматизация сварочных процессов, М., Машиностроение, 1982г. – стр.302;
3. В.А. Тимченко, А.А. Сухомлин, Роботизация сварочного производства, К., Техника, 1989г. – стр.175;
4. Г. Герден, Сварочные работы, М., Машиностроение, 1988г. – стр.288;
5. Методические указания к выполнению практических работ по дисциплине «Технологическое оборудование»;








