 2015-02-04
2015-02-04 6394
6394Тема: Базирование деталей.
План:
1. Базирование деталей.
2. Базирование цилиндрических деталей.
3.  Детали с цилиндрическим отверстием.
Детали с цилиндрическим отверстием.
Базирование деталей. Размещение собираемых деталей в приспособлении осуществляется по правилам базирования. Положение любого твердого тела в пространстве определяется шестою степенями свободы — перемещением вдоль трех взаимно перпендикулярных осей (ОХ, ОУ, 02) и вращением вокруг них (рис. 22). Чтобы твердое тело закрепить неподвижно, необходимо лишить его всех этих степеней свободы. В общем случае это достигается Прижатием тела к шести опорным точкам, расположенным в трех взаимно перпендикулярных плоскостях ХОУ, У02, ХС2.
В плоскости XOY, называемой установочной, расположены три точки (1 — 3). Они лишают тело трех степеней свободы — перемещения вдоль оси 02 и вращения вокруг осей ОХ и ОY.
В плоскости YOZ, называемой направляющей, расположены две точки (4, 5), лишающие тело еще двух степеней свободы — перемещения вдоль оси ОХ и вращения вокруг оси OZ.
|
|
|
В плоскости ХOZ, называемой опорной, расположена одна точка 6, лишающая т ело последней, шестой степени свободы — перемещения вдоль оси ОY. Прижатие детали ко всем шести опорным точкам обеспечивается тремя усилиями Р1, Р2, Р3, действующими по трем взаимно перпендикулярным направлениям. Таким образом, для закрепления детали она должна быть прижата к шести точкам, лишающим ее шести степеней свободы.
Элементы детали, определяющие ее положение при сборке, называются технологическими базами, им соответствуют установочные поверхности приспособления.
Базирование — это размещение детали в приспособлении таким образом, чтобы технологические базы детали опирались на установочные поверхности приспособления. Рассмотрим основные схемы базирования деталей наиболее распространенной формы.
Призматическая деталь. Схема базирования призматической детали показана на рис. 22. Для базирования детали призматической формы необходимы три базы — установочная, направляющая и опорная плоскости. Желательно в качестве установочной базы выбирать поверхность с большими габаритными размерами, в качестве направляющей — поверхность большей длины.
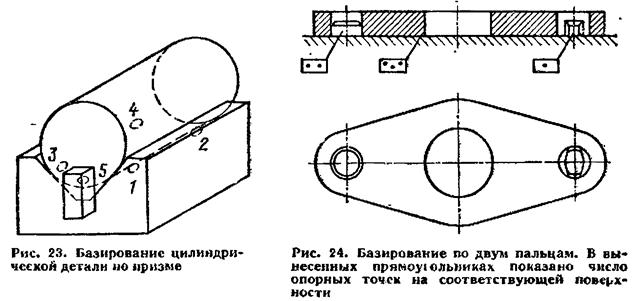
Цилиндрическая деталь. Цилиндрические детали обычно базируют по призме. Здесь деталь лишена только пяти степеней свободы; шестая — вращение вокруг продольной оси — остается. Часто эта степень свободы не мешает правильней установке цилиндрической детали. В противном случае необходима аде одна дополнительная опора, лишающая деталь шестой степени свободы — например отверстие на торце, выступ и т. д.
При базировании по призме (рис. 23) главная установочная поверхность приспособления соприкасается с изделием не тремя точками, а двумя, т. е. так же, как направляющая поверхность приспособления. Таким образом, две установочные поверхности приспособления соприкасаются с одной цилиндрической поверхностью детали в четырех точках (1 - 4). Один из торцов детали является опорной базой (точка 5).
|
|
|
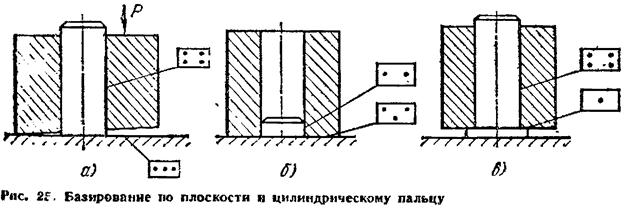
Деталь с цилиндрическими отверстиями. Цилиндрическое отверстие в детали может служить одной из баз. При этом базирование осуществляется пальцем приспособления, входящим в это отверстие. Второй базой обычно является плоскость, перпендикулярная к оси отверстия. Если положение детали относительно! оси отверстия безразлично (допускается ее вращение), то эти две базы обеспечивают правильную установку детали. Если необходимо ликвидировать возможность поворота изделия относительно оси отверстия, то базирование по одному отверстию недостаточно. В этом случае, при наличии второго отверстия, базирование осуществляется по двум отверстиям, причем второй палец связывает только одну степень свободы, т, е. поворот вокруг оси первого пальца (рис. 24). Поэтому второй палец делают, фасонным с двусторонним срезом — это снимает излишние опорные точки и облегчает установку детали. При отсутствии в детали второго отверстия необходимо дополнительное базирование по наружной кромке детали, прижимаемой к упору.
Правильное базирование должно соответствовать правилу шести точек. Деталь должна иметь не более шести связей. Излишнее число связей только ухудшает установку детали, делает ее статически неопределенной, что ведет или к неправильной установке детали, или к деформации детали и опор. Рассмотрим это на примере базирования детали на цилиндрическом пальце (рис. 25, а). Здесь плоскость заменяет три точки опоры, цилиндрическая поверхность — четыре. Таким образом, деталь опирается на семь точек вместо нужных пяти (так как шестая степень свободы — вращение вокруг оси отверстия — сохраняется, шестая точка опоры должна отсутствовать). При малейшей неточности изготовления детали (неперпендикулярности торцовой плоскости к оси отверстия) во время ее закрепления под действием силы Р палец будет изгибаться.
При базировании по пальцу возможны два варианта правильного базирования: а) короткий палец и торцовая плоскость (плоскость заменяет три точки опоры, а палец — две, рис. 25, б); б) длинный палец и торец (торец небольшого размера заменяет одну точку опоры, рис. 25, в).
Все сказанное выше относится к базированию абсолютно жесткого изделия. Практически большинство крупных свариваемых изделий не являются абсолютно жесткими и для их фиксации требуется установка дополнительных опор, не входящих в систему приспособлений шести точек. В этом случае сохранение этой системы обеспечивается или за счет гибкости изделия, или специальным устройством дополнительных опор (подводные, плавающие или регулируемые).
При сборке изделия под сварку базируется каждая деталь. В зависимости от конструкции изделия и технологии сварки установочными поверхностями для детали могут служить как элементы приспособления, так и другие детали.
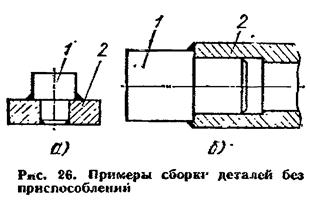
На рис. 26 изображены конструкции, сборка которых может осуществляться без сборочного приспособления, так как одни детали могут быть установочными поверхностями для других: гнездо и верхняя плоскость плиты 2 служат базой для бобышки 1 (рис. 26, а); расточенная цилиндрическая поверхность и торец трубы 2 служат базой для цапфы 1 (рис. 26, б).
1. Что такое базирование деталей?
2. Что такое базирование?
3.
Литература:
Базовая:
1. А.Д. Гитлевич, Механизация и автоматизация сварочного производства, М., Машиностроение, 1979г. – стр.290.
|
|
|
Вспомогательная:
1. С.А. Куркин, Сварные конструкции, М., Высшая школа, 1991г. – стр.398;
2. М.С. Львов, Автоматика и автоматизация сварочных процессов, М., Машиностроение, 1982г. – стр.302;
3. В.А. Тимченко, А.А. Сухомлин, Роботизация сварочного производства, К., Техника, 1989г. – стр.175;
4. Г. Герден, Сварочные работы, М., Машиностроение, 1988г. – стр.288;
5. Методические указания к выполнению практических работ по дисциплине «Технологическое оборудование»;

