 2015-02-14
2015-02-14 1225
1225Ножницы прессового типа с нижним резом обычно сложнее по конструкции ножниц с верхним резом, но необходимость в применении качающегося стола в данном случае отпадает. Ножницы с нижним резом открытого типа получили широкое распространение в Европе, а также в СССР, где они установлены на большинстве блюмингов.
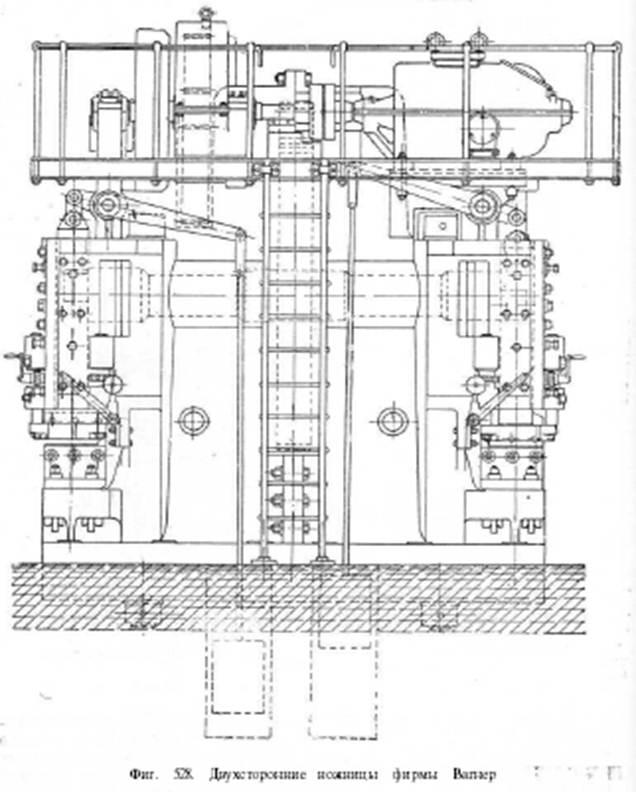
Ножницы с нижним резом имеют электрический и гидравлический привод. Чаще применяется электрический привод, который осуществляется от одного или двух моторов, работающие на общий редуктор, или от двух моторов, каждый из которых приводит в действие отдельный нож.
а) Ножницы блюминга Магнитогорского завода (фиг. 529, а и б) имеют оба ножа подвижные с приводом от общего электродвигателя мощностью в 130 л. с. Число ходов ножниц в минуту 14, число резов
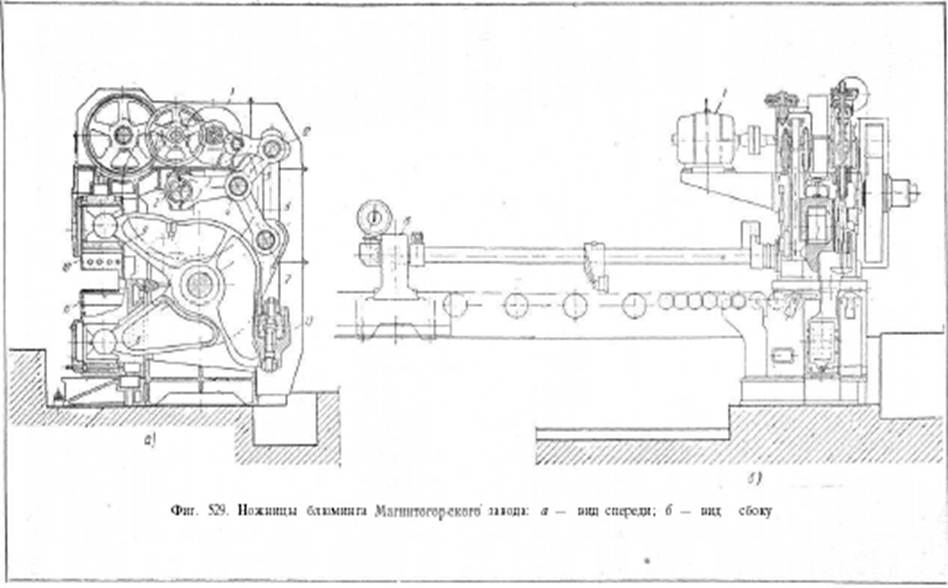
8—10 (при сечении блюмсов 200 X 200 мм) и 4—5 (при блюмсах 300 X 300 мм).
От электродвигателя / движение передается через ряд зубчатых
колес эксцентриковому валу 2, который при помощи шатуна 3 перемещает шарнир 4, а последний, связанный с тягами 5 и 6, через рычаги 5 и 9 приводит в движение ножи 10 и 11. При вращении эксцентрикового вала тяга 5 и: соединенный с ней посредством тяги 7 рычаг 9 опускают верхний нож 10 до соприкосновения его с материалом, после чего шарнир 12 становится неподвижным и начинает подниматься нижний нож 11, производящий порезку полосы. При повороте эксцентрикового вала на 360° завершается полный цикл работы ножниц. За время первой половины оборота (180°) совершается резание материала. За время
второй половины оборота (180°) — возвращение ножей в первоначальное положение.
Поломка ножниц от перегрузки предотвращается двумя предохранительными приспособлениями — предохранительным болтом 13 и срезаемыми шпильками предохранительной муфты, устанавливаемой на редукторе.
Порезка материала на мерные длины достигается благодаря наличию упора, хобот которого устанавливается на полом валу 14, укрепленном на опоре 15.
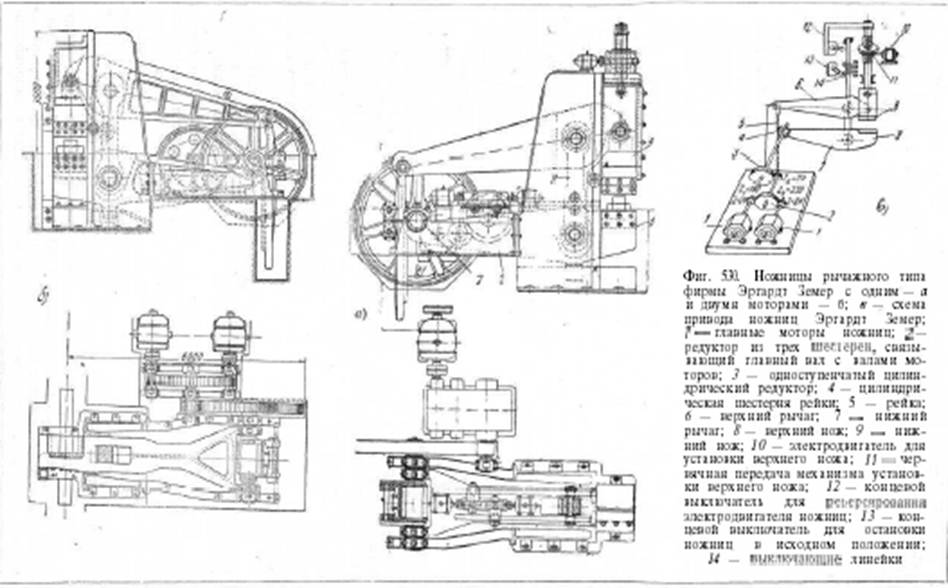
б) Ножницы фирмы Эргардт и Земер с одним (фиг. 530, а) и с двумя (фиг. 530, б) электродвигателями глазного привода. Ножницы с двумя электродвигателями, установленные у блюминга завода имени Дзержинского, предназначены для резки блюмсов с максимальным сечением 480X480 мм и слябов сечением 1 100X200 мм.
Кинематическая схема ножниц показана на фиг. 530, в. Ножницы рычажного типа с максимальным давлением 1500 т и числом резов в минуту 4 -8.
Параллельно соединенные реверсивные электродвигатели (фиг. 530, б) имеют мощность по 137 кет каждый при 445 об/мин.
Два рычага 1 и 2 (фиг. 530, а) соединены между собой тягой 3. Верхний рычаг концом упирается в супорт верхнего ножа 4, другимсвязан с рейкой б, находящейся в зацеплении с шестерней, сидящей навалу 7. На этом же валу свободно установлен один конец нижнего рычага 2, второй конец которого служит супортом нижнего ножа 5.
При вращении вала 7 зубчатая рейка 6 начинает подыматься и поворачивать верхний рычаг У, связанный с супортом верхнего ножа 4, пока верхний нож не соприкоснется с разрезаемым материалом. После этого точкой опоры служит уже конец рычага / в месте соприкосновения.его с ножом 4 и при дальнейшем подъеме зубчатой рейки 6 рычаг / поднимает рычаг 2 и, следовательно, супорт нижнего ножа 5, превращаясь, таким образом, из рычага первого рода в рычаг второго рода.
По окончании резания привод ножниц автоматически переключает-
ся на обратный ход и по достижении исходного положения также
автоматически останавливается.
Автоматизация управления ножниц достигается благодаря концевым выключателям рычажного типа, из которых верхний (фиг. 530, в) служит для реверсирования электродвигателей, после окончания реза, а нижний для автоматической остановки механизма при возвращении в исходное положение.
Для установки верхнего ножа служит мотор мощностью в 30 л. с, смонтированный наверху станины ножниц.
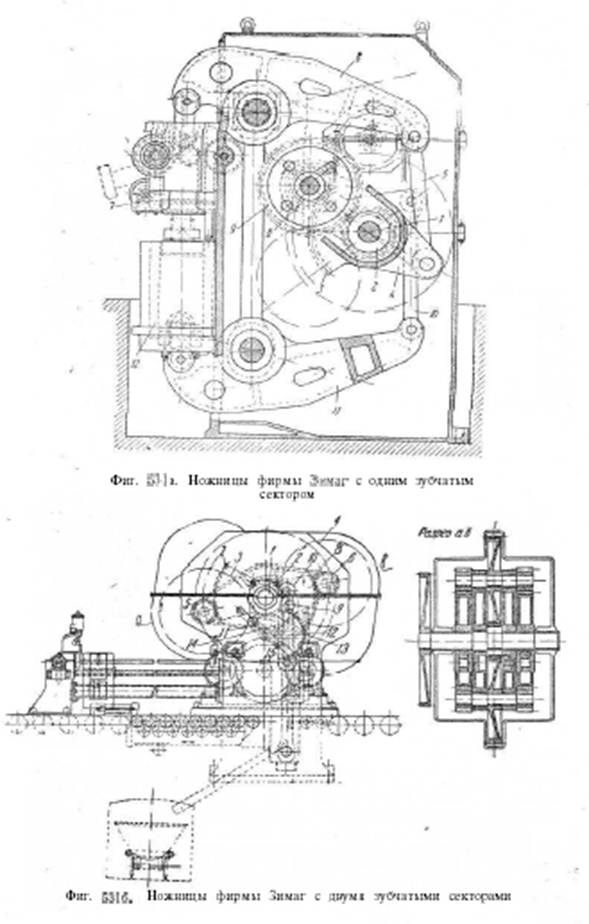
в) Ножницы фирмы Зимаг [173] (фиг. 531, а) работают от двух электродвигателей через зубчатый редуктор, передающий вращение главному валу /, на который плотно насажены зубчатое колесо 2, зубчатый сектор 5 и свободно сидит рычаг 4. Этот рычаг одним концом шарнирно связан через промежуточную тягу 5 с рычагом 6 верхнего ножа 7, другим с валом, на котором сидят зубчатые колеса 8 и 9. Первое из них (8) находится в зацеплении с зубчатым сектором 3, второе (9) — с шестерней 2. Зубчатый сектор 3 через тягу 10 и рычаг 11 связан с супортом нижнего ножа 12.
Цикл резания начинается с поворота рычага 4 благодаря вращению шестерни 9, получающей движение от главного вала 1 через сидящую на нем шестерню 2. Когда верхний нож приходит в соприкосновение с разрезаемым материалом — поворачивание рычага 4 прекращается и начинает поворачиваться зубчатый сектор 3, приводящий в движение нижний нож 12, который и производит порезку материала.
Большой интерес представляет также устройство ножниц фирмы Зимаг, показанных на фиг. 531, б. Эта конструкция в отличие от описанной выше имеет не одну, а две шестерни 3 и 4, связанные с шестерней 2Г сидящей на главном валу /, а также два зубчатых сектора 7 и 8, находящихся в зацеплении с шестернями 5 и б, связанных с шестернями 3 и 4 и заключенными в отдельную обойму. Вал /, вращаясь вместе с насаженной на него шестерней 2, приводит во вращение шестерни 3 и 4 в направлениях, указанных стрелками. Шестерни 3 и 4 вращаясь, катятся по шестерне 2 и перемещают весь дифференциальный редуктор с зубчатыми секторами 7 и 8, а также тягами 11 и 14. При помощи этих тяг через рычаг 12 и полукольцевой зубчатый сектор 15 опускается зубчатая рейка прижима 13 вместе с верхним ножом, супорт которого связан тягой 10 с диференциальным редуктором.
При соприкосновении верхнего ножа с разрезаемым материалом перемещение диференциального редуктора по отношению к валу / прекращается, так как шестерни 5 и 6 достигают конечных положений зубчатых секторов 7 и 8. При дальнейшем вращении вала 1 в том же направлении начинают перемещаться зубчатые секторы 7 и 8 в направлении, обратном направлению вращения шестерен 5 и 6. Благодаря этому тяга 9, закрепленная на щеках зубчатых, секторов и связанная с супортом нижнего ножа, подымается вверх, увлекая за собой нижний нож и производя порезку. При этом движении зубчатых секторов полукруговой сегмент 15 благодаря тяге 14 поворачивается вверх и подымает рейку прижима, освобождая зажатую полосу.
г) Ножницы фирмы Фрорип (фиг. 532) мощностью 600 т предназначены для порезки материала сечением 150 X 150 мм, при 800°. Мощность приводного мотора 70 л. с., при числе оборотов в минуту 750.
Эти ножницы значительно отличаются по конструкции от описанных выше. От мотора / через шестерни 2, 5, 4 и 5 движение передается главному валу 6. С шестерней вала 6 находится в зацеплении шестерня 7, обкатывающая вал и соединенная тягой с другой шестерней 8, свободно сидящей в подшипниковых гнездах и фактически являющейся шарниром рычага с переменным углом, связанного одним концом с обкатной шестерней 7, другим — с супортом верхнего ножа 10.
При вращении главного вала 6 шестерня 7 обкатывается вокруг вала, выполняя роль пальца эксцентрика, в то время как шестерня 8, находясь в зацеплении с шестерней 5, перемещается по большой шестерне лишь до тех пор, пока верхний нож не войдет в соприкосновение с разрезаемым материалом.
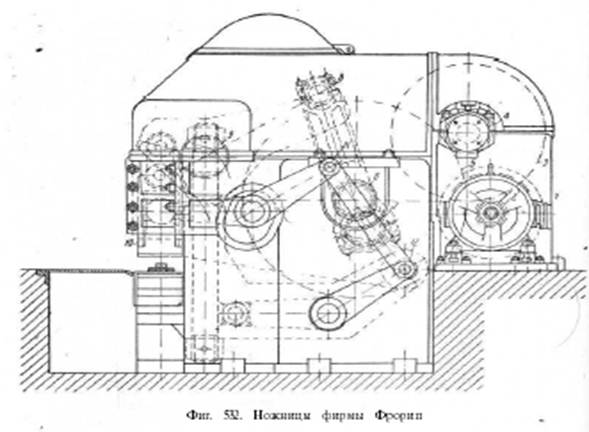
При дальнейшем движении шестерни 7 вокруг шестерни 6 шестерня 5 перемещается в обратном направлении на максимальную величину, соответствующую диаметру шестерни 6; при этом и совершается порезка материала нижним ножом, благодаря тому, что верхний рычаг, упершись в супорт верхнего ножа, подымается и тянет за собой тягу 9, соединенную с супортом нижнего ножа посредством рычагов 11 и 12. Полному циклу реза соответствует обкатка шестерни 7 вокруг шестерни 6 на 360°. Из-за этой особенности устройства механизма ножницы делают всего 2—3 реза в минуту.
д) Ножницы фирмы Закк (фиг. 533 а, б, 533 в и 533 г) мощностью 150 — 900 т применяются на многих заводах СССР. Максимальное сечение разрезаемого материала от 150 X 150 мм до 350 X 350 мм.
Ножницы изготовляются с расположением редуктора и мотора сверху на станине (фиг. 533, а), сбоку станины на общем с ножницами фундаменте (фиг. 533, б) или с незначительным возвышением приводной шестерни и мотора над остальными шестернями редуктора, не показанным на чертеже.
Вращение через редуктор передается кривошипу / (фиг. 533, а и б), а последний через угловой рычаг, поворачивающийся вокруг точки 12, опускает супорт верхнего ножа и одновременно с ним прижим (фиг. 533, в), связанный с супортом верхнего ножа тягой 7 и рычагом 8.
Угловой рычаг 4, закрепленный в точке 13 Ьа супорте верхнего ножа //, одним концом связан с шатуном 5, другим — с супортом нижнего ножа 10, шарниром 5 и тягой 6. Посредине тяги 13 — 5 углового рычага в точке 12 шарнирно закреплена тяга 7, соединяющаяся с рычагом 8 —5, имеющим равные плечи и соединенным с одной стороны с
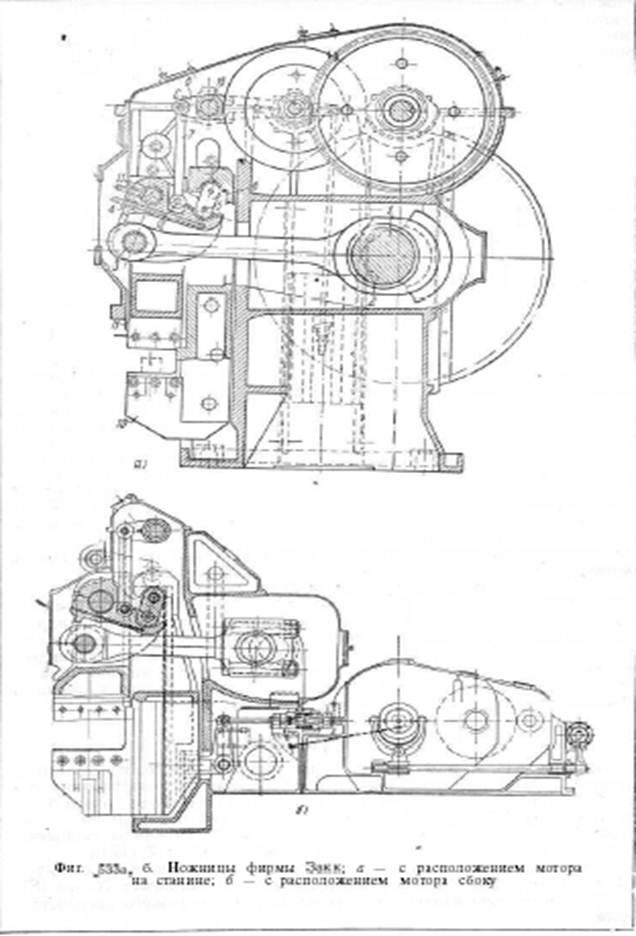
прижимом в точке 14, с другой—с неподвижным шарниром в точке 15. Благодаря описанному устройству движение верхнего супорта, связанного с ним прижима и нижнего супорта при различных положенияхкривошипа осуществляется согласно схеме, приведенной на фиг. 533г.
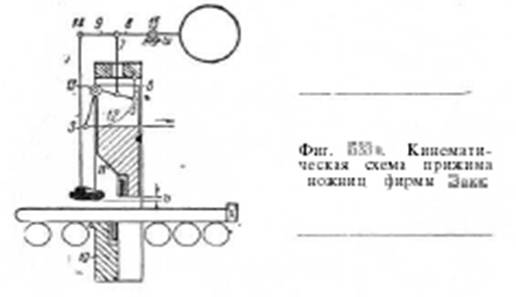
При переходе кривошипа из положения / в положение //, что соответствует примерно углу поворота на 55°, прижим соприкасается с разрезаемым материалом, а между верхним ножом и материалам имеется при этом незначительный просвет. При дальнейшем перемещении кривошипа примерно на 5—7° (положение ///) верхний нож вступает в соприкосновение с материалом, а прижим зажимает материал. За время поворота кривошипа на 60—180° (положение IV) перемещается нижний супорт, и нижний нож разрезает материал. Дальнейшее движение кривошипа (примерно до 310°) приводит к положению V, когда нижний нож занимает исходную позицию и начинает подыматься верхний нож, а за ним и прижим. Наконец, положение VI, соответствующее повороту кривошипа на 360°, является исходным, аналогичным положению /.
е) Ножницы с нижним резом с гидравлическим приводом |173] изображены на фиг. 534. Привод имеет главный цилиндр / прямого хода и два цилиндра 2 обратного хода. Вода, поступая в цилиндр 1 давит на плунжер 3, который совместно с верхним ножом 3 опускается до соприкосновения с разрезаемым материалом, после чего цилиндр / начинает двигаться вверх. Одновременно движется и нижний нож 5, связанный с цилиндром тягами 4, и происходит разрезание материала. Обратное движение ножей осуществляется цилиндрами 2.








