2015-02-14
2015-02-14 1177
1177Кроме вращающихся ножниц барабанного типа с косым (движение ножей по окружности) и ровным (параллельное движение ножей) порезом полосы, в сортопрокатном производстве применяются также: вращающиеся ножницы с двумя дисковыми резцами, с одним резцом, закрепленным на диске (дискоударные ножницы), с передвижными резцами и резцами, закрепленными на цепи.
Указанные ножницы имеют весьма существенное отличие от описанных ранее как в отношении конструкции в целом, так и принципа работы режущих устройств.
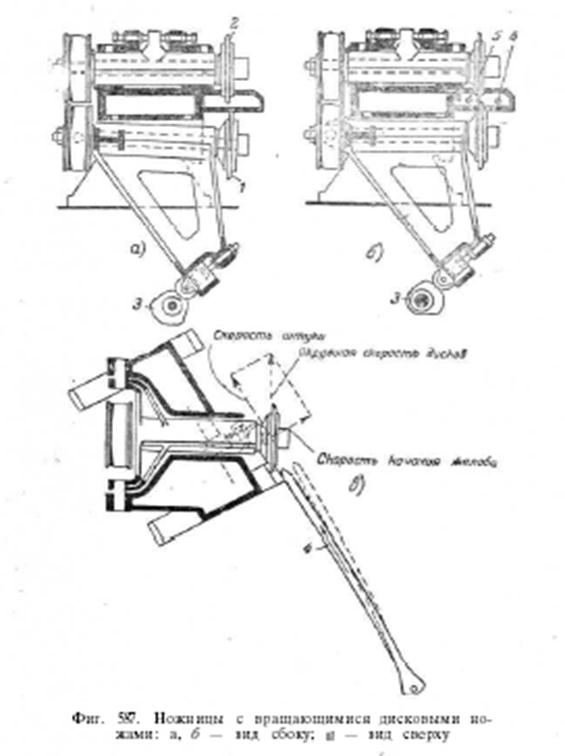
а) Ножницы с вращающимися дисковыми ножами показаны [180] на фиг. 587, а, б, в. Нижний вращающийся нож / из нижнего положения (фиг. 587, а) подводится к верхнему вращающемуся ножу 2 в положение, при котором происходит разрезание материала (фиг. 587, б). Перемещение нижнего ножа осуществляется при помощи кулачковой шайбы 3. Полоса, поступающая по качающемуся жолобу 4 (фиг. 587, б), отклоненному влево, находится по отношению к дискам (фиг. 587, б) с левой стороны (положение 5), причем для осуществления резания жолоб 4 отклоняется вправо, и полоса попадает между дисками, разрезается и занимает положение 6.
По окончании резания нижний нож / посредством поворота шайбы 3 опускается и полоса перемещается жолобом 4 влево, снова занимая положение 5.
Привод вала, на котором сидит шайба 5, может быть осуществлен от эксцентрикового вала горячих стеллажей или от специального электродвигателя.
Включение ножниц на порез осуществляется автоматически благодаря удару переднего конца полосы в клапан, устанавливаемый на рольганге. Изменением установки этого клапана можно регулировать длины отрезаемых полос.
Несмотря на недостатки ножниц, дающих косой порез, и связанные с этим отходы, все же ножницы данного типа благодаря простоте устройства получили широкое применение при порезке полос, движущихся со скоростью до 10—15 м/сек.
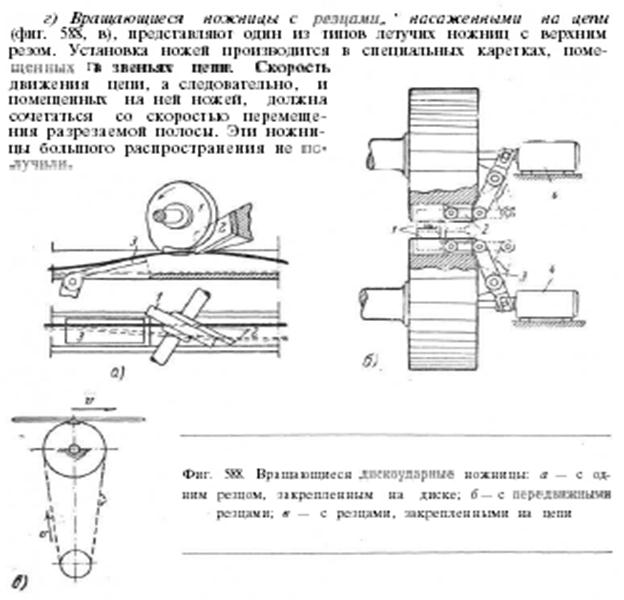
б) Вращающиеся ножницы с одним резцом, закрепленным на диске (фиг. 588, а), и с другим, укрепленным стационарно, можно рассматривать как соединение вращающихся ножниц с дисковыми резцами(фкг. 587) и ударных ножниц (фиг. 575).
В этих ножницах /фиг. 588, а) на окружности вращающегося диска 1 косо расположенного по отношению к разрезаемой полосе, имеется косой выступ (резец), который, подходя к неподвижному ножу 2, производит порез полосы, поднимающейся рычагом 3. После опускания рычага полоса снова занимает свое прежнее положение (см. пунктирную линию). Эти ножницы также дают косой порез.
в) Вращающиеся ножницы с передвижными резцами (фиг. 588, б) наряду с ножницами с эксцентриковыми устройствами, описанными ранее, представляют также большой интерес. Перемещение ножей / параллельно оси барабанов в положение для резки полосы осуществляется посредством направляющих 2 и рычагов 3 от электромагнитов 4, центрированных в своем расположении по отношению к осям дисков. Положение ножей, выведенных из рабочего состояния, показано пунктиром.
- Ротационные летучие ножницы
Как уже упоминалось ранее, основным недостатком летучих ножниц барабанного типа, имеющих вращающиеся ножи, является то, что вместо пореза происходит сминание материала. В том случае, когда необходимо вести порезку полос толщиной ваше 10—20 мм, применяют также ножницы барабанного типа, но со специальными эксцентриковыми или другими устройствами (фиг. 567—571), обеспечивающими параллельное перемещение ножей, а также чистый порез полосы.
Летучие ножницы с такими устройствами, обеспечивающими параллельное перемещение ножей, широко применяются в листовом производстве и носят название ротационных.
К наиболее простым типам ротационных ножниц нужно отнести кромкокрошители дисковых ножниц среднелистовых станов Кузнецкого и других заводов, к наиболее сложным — летучие ножницы тонколистового стана завода «Запорожсталь», летучие ножницы стана Тандем холодной прокатки того же завода и, наконец, летучие ножницы стана бесслитковой прокатки экспериментальной лаборатории НКЧМ.
а) Ротационные летучие ножницы тонколистового стана «Запорожсталь», изготовленные американской фирмой Юнайтед, представляютсобой наиболее сложный вспомогательный агрегат стана, состоящийиз целого ряда механизмов и приспособлений, но вместе с тем отличающийся высокими эксплоатационными качествами, надежностью и даже бесшумной работой, независимо от большого количества шестерен,имеющихся в машине.
Эти ножницы устанавливаются за правильными машинами и предназначены для порезки полухолодной полосы (t = 350 - 400°) толщиной до 6 мм, шириной 1500 мм на мерные длины 1500—6000 мм. При разрезании листов от 1500 до 3000 мм длина последних может меняться через каждые 5мм; в пределах от 3000 до 6000 мм — через каждые 10 мм. Таким образом на описываемых ротационных ножницах можно получить шестьсот различных длин.
При постоянном движении полосы со скоростью от 0,9 до 1,8м/сек, резание осуществляется со скоростью 1—2 м/сек, т. е. с числом резовв минуту от 10 до 75.
Длина ножей 1670 мм, уклон ножей на всю длину 10 мм, максимальное давление, передаваемое на ножи, 106 т.
Основными механизмами этих ножниц являются [181]: 1) режущий механизм; 2) привод этого механизма с маховиком; 3) дифференциальный редуктор (коробка скоростей); 4) привод от главного мотора с кулачной муфтой и пневматическим цилиндром для ее включения и выключения; 5) пара подающих роликов с приводом к ним от главного двигателя; 6) механизм для перестановки двухкривошипного вала с мотором к нему; 7) привод механизма зажима салазок двухкривошипного вала с мотором к нему; 8) привод механизма качающихся рам (механизм Смитманса) с мотором к нему; 9) пневматический цилиндр для установки ножниц в положение «пропуска резов» с передаточным к нему механизмом; 10) механизм регулировки ножевого зазора и целый ряд устройств и приспособлений, в том числе централизованная система смазки.
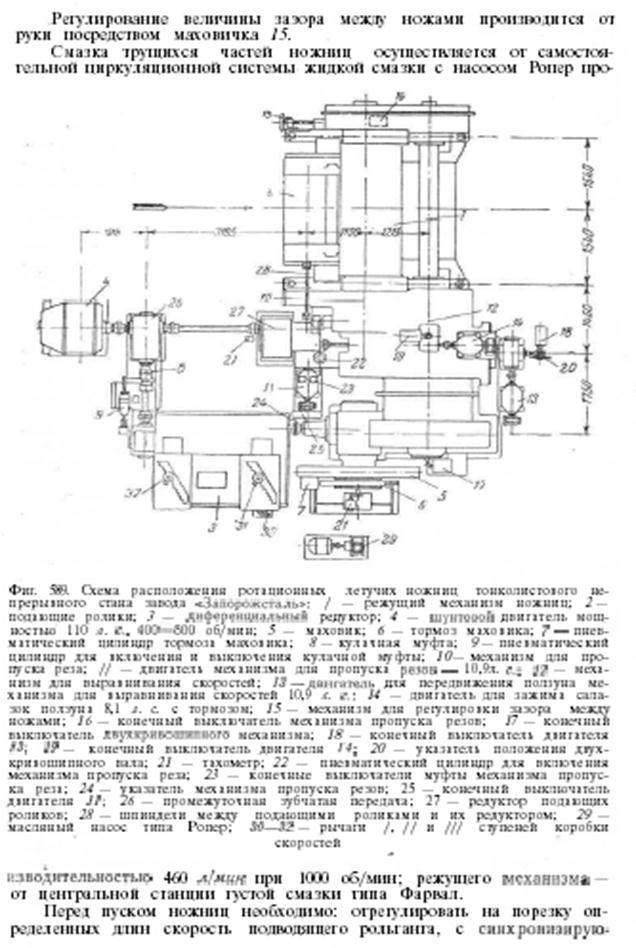
Схема расположения механизмов ножниц представлена [177] на фиг. 589.
Из этой схемы видно, что режущий механизм /, с расположенными перед ним подающими роликами 2, посредством сложного дифференциального редуктора 3 приводится в движение от шунтового двигателя 4 мощностью в 150 л. с. с 400—800 об/мин. Маховик этого привода 5 установлен между дифференциальным редуктором и режущим механизмом и служит для предохранения редуктора и двигателя от больших динамических нагрузок. У маховика 5 устанавливается тормоз 6, включаемый в работу пневматическим цилиндром 7.
Отсоединение электродвигателя 4 от ножниц осуществляется кулачной муфтой 5, включаемой и выключаемой посредством пневматического цилиндра 9.
Регулирование длин отрезаемых листов в пределах 1500- 3000 мм осуществляется изменением передаточного числа дифференциального редуктора 3, регулирование же длин в пределах 3000- 6000 мм достигается механизмом для пропуска резов 10 помощью электродвигателя 11 мощностью 10,9 л. с. Благодаря этому механизму ножницы режут полосу удвоенных длин не за один, а за два оборота.
Выравнивание скоростей ножниц осуществляется механизмом 12, построенным по принципу двухкривошипного механизма «Юнайтед»(фиг. 572, а) и передвигаемым электродвигателем 13 (мощностью10,9 л. с. Закрепление салазок двухкривошипного механизма осуществляется электродвигателем 14 мощностью в 8,1 л. с.
щейся с ней окружной скоростью подающих роликов, а также скоростью ножей, посредством тахометра 21 главного приводного мотора; установить посредством трех рукояток диференциального редуктора определенное положение шестерен для соответствующей порезки полос на заданные длины; включить механизм качающихся рам 10 на отрезку «двойных» длин посредством мотора 11, имея в виду, что при резке «одинарных» длин привод качающихся рам выключен; освободить салазки двухкривошипного механизма от зажима посредством мотора 14 и установить салазки этого механизма посредством мотора 13; отрегулировать подающие ролики на соответствующую толщину разрезаемых полос, а также отрегулировать величину: ножевого зазора посредством маховичка 15.
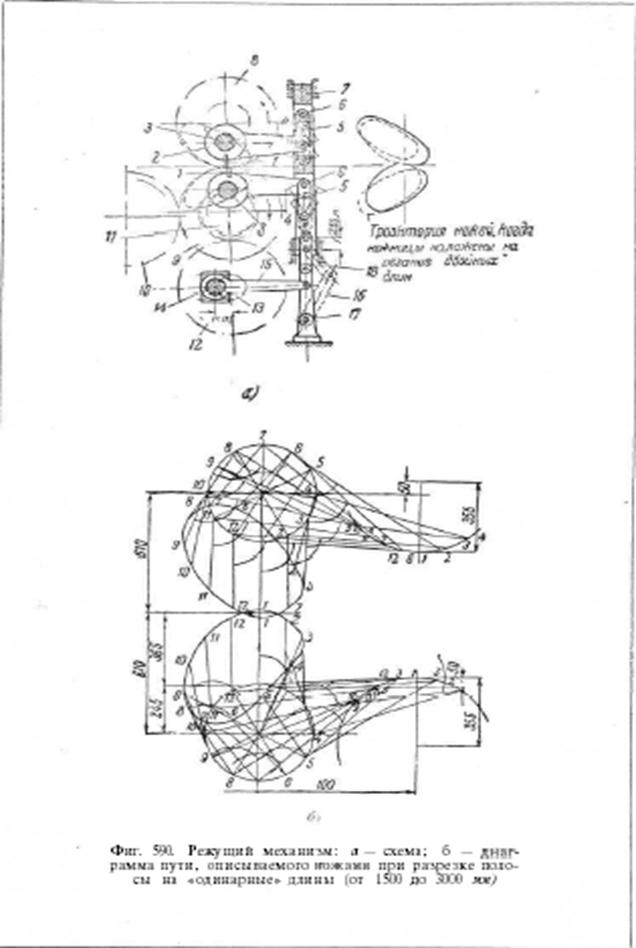
Р е ж у щ и й, м е х а н и з м н о ж н и ц (фиг. 590, а) по своему устройству и принципу работы напоминает механизм Смитманса.
В этом механизме ножи 1 установлены на супортах 2, свободно вращающихся на валах 3, закрепленных в ступицах шестерен. Супорты 2 посредством тяг 4 связаны с серьгами 5, могущими поворачиваться вокруг осей 6, закрепленных в рамах 7.
При вращении шестерен 8 и 9, сцепленных между собой, серьги 5 поворачиваются около своих осей только на 90—100° ввиду того, чтоих длины несколько больше эксцентриситета валов 3; при этом ножи,закрепленные в супортах 2, совершают сложное движение по траекториям (фиг. 590, б), имеющим очертание искаженного эллипса (см.сплошные кривые на фиг. 590, а, а также на фиг. 590, б). Шестерня 9 приводится в движение от шестерни 10.
В период резания, при данной кинематике ножниц, ножи перемещаются перпендикулярно проходящей полосе и вместе с тем движутся также и по горизонтали со скоростью, равной скорости движения полосы.
Получение листов «двойных» длин обеспечивается включением в работу шестерен 11 и 12 с передаточным числом, равным 1/2; получение же листов «одинарных» длин осуществляется вращением шестерни 12 на валу 13 вхолостую. Включением кулачной муфты шестерня 12 приводит во вращение вал 13, а последний через кривошипы 14 и шатуны 15 качает рычаги 16 вокруг неподвижных центров 17. При качании рычага 16 посредством серег 18 происходит перемещение рам 7 вверх и вниз на величину хода рамы, равную 255 мм. Нижнему положению рамы 7 соответствует показанное пунктиром (фиг. 590, а) положение рычага 16, причем при качании рамы 7 вместе с центрами качания 6 ножи описывают траекторию, пунктирная кривая которой относится к первому обороту, когда ножи не доходят до полосы, сплошная — ко второму, когда происходит рез, т. е. рез осуществляется через два оборота ножниц.
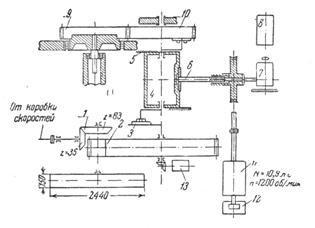
П р и в о д р е ж у щ е г о м е х а н и з м а (фиг. 591) шестерен 9 и 10, имеющих передаточное число 1: 1 (фиг 590), осуществляется (фиг. 591) от диференциального редуктора через пару конических шестерен /, с передаточным числом 35: 63, пару цилиндрических 2, с передаточным числом 20:120, кривошип 3 и двухкривошипный вал 4, камень которого может скользить в пазу кривошипа 3. Двухкривошипный вал 4 укреплен в ползуне, а последний имеет салазки 5, переставляемые винтом 6 через червячную передачу от мотора //. У редуктора 7 установлен конечный выключатель 5, у вала кривошипа 3—конечный выключатель 13.
На схеме (фиг. 591) ось двухкривошипного вала 4 совпадает с осью кривошипного вала 3, что возможно лишь при постоянной угловой скорости шестерен 8 и 9 (фиг. 590). В том же случае, когда необходимо увеличить угловую скорость ножей,
ось вала 4 перемещается по отношению к оси вала 3 на величину от 0 до 155 мм, соответствующую длинам отрезаемых листов.
При смещении двухкривошипного вала 4 на 155 мм от оси вращения (фиг.592, а, положение //), второй кривошип вала 4 будет скользить смонтированным на нем камнем в пазу шестерен 10, при этом положении угловая скорость двухкривошипного вала 3 становится величиной переменной, изменяясь от некоторого максимума до минимума и возвращаясь снова к максимуму. Таким образом максимальная угловая скорость вращения двухкривошипного вала 4 при данном положении
Фиг. 591. Схема привода режущего механизма
составляет 1,33  ( — постоянная угловая скорость вала 3), тогда как от второго кривошипа вала 4 шестерня 10 получит вращение с угловой скоростью, проходящей через максимум и минимум (фиг. 592, б).
( — постоянная угловая скорость вала 3), тогда как от второго кривошипа вала 4 шестерня 10 получит вращение с угловой скоростью, проходящей через максимум и минимум (фиг. 592, б).
При передаче вращения от кривошипного вала 3 двухкривошипному валу 4 соотношение угловых скоростей определяется из условия, что мгновенная окружнаяскорость точки X кривошипа вала соответствует мгновенной скорости точки К, т. е. *620=  *465, откуда
*465, откуда
 (583)
(583)
Мгновенная окружная скорость точки У шестерен 10, аналогично приведенному ранее, будет равна мгновенной окружной скорости той же точки на кривошипе // вала 4, т. е.  *310= *465, откуда
*310= *465, откуда
 (584)
(584)
где r —радиус кривошипов вала 4:
а — величина смещения оси вала 4 по отношению к валу 3.
Перемножив почленно равенства (583) и (584), получим:
 (585)
(585)
Соотношение угловых скоростей приводной шестерни ножниц (вал 3) и двухкривошипного вала показано на фиг. 592, б.
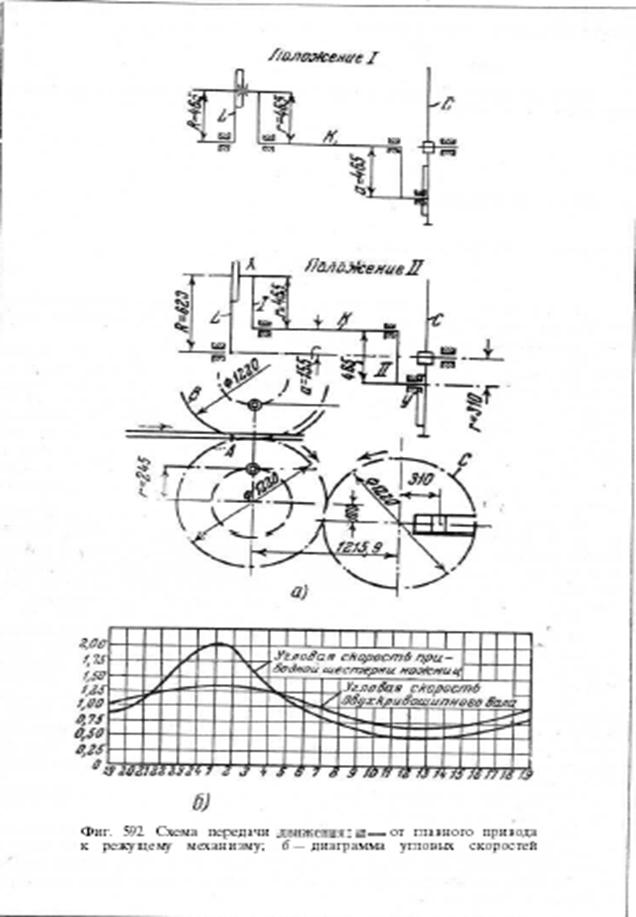
Обозначая условно длину листа через X, определим в зависимости от нее величину смещения а оси двухкривошипного вала 4 по отношению к валу 3, исходя из предположения, что цапфа 4, на которой помещаются ножевые супорты, вращается с угловой скоростью, равной мгновенному значению этой угловой скорости во время резания. При синхронности движения полосы и ножей цапфа 3 описала бы за промежуток времени между двумя резами путь, равный 2п • 245 / , которыйдолжен быть равен длине отрезаемого листа X, следовательно,
Обозначая длину окружности, описываемую центром 4 через b как постоянную величину, получим:

или

Исходя из уравнения (585)

из последнего выражения найдем а
 (586)
(586)
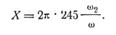
М е х а н и з м д л я з а ж и м а п о л з у н а д в у х к р и в о ш и п н о г о в а л а (фиг. 593а) включается после того как завершена перестановка этого вала на нужную величину смещения а.
От мотора 1 мощностью в 7,3 л. с. с 1250 об/мин, через червячный редуктор 2 с передаточным числом 1: 40 и пару конических шестерен с передаточным числом 1: 1 происходит поворачивание эксцентрикового вала 3, который благодаря своему эксцентриситету 1 = 12,5 мм перемещает сидящую на нем серьгу вниз. Перемещение серьги вызывает поворот рычагов 6 вокруг осей 12, благодаря чему наружные концы рычагов 6 упираются в гайки болтов 7, создавая таким образом зажим верхней направляющей 4 ползуна 8. Валик 3 при каждой операции поворачивается примерно на 180°, что ограничивается конечным выключателем 10.
Мотор зажимного механизма должен быть сблокирован с мотором винта 5, переставляющим ползун с тем, чтобы не допустить перемещение ползуна при его зажатии или же, наоборот, зажатия ползуна при его перемещении. Мотор зажимного механизма должен быть также сблокирован с главным двигателем ножниц с тем, чтобы не допустить включение двигателя ножниц до полного зажатия ползуна.
У мотора / зажимного механизма устанавливается тормоз 11.
М е х а н и з м для п р о п у с к а р е з о в (фиг. 5936) применяется для перевода ножниц из положения «одинарных» длин или резов в положение «пропуск резов», последнее осуществляется включением муфты 4 на коническую шестерню и поворотом вала 5 на полоборота.
При помощи мотора / мощностью в 7,5 л. с. с 900 об/мин через редуктор 2 с передаточным числом 1:10 и коническую передачу 3, происходит опускание серьги б, а с ней и рамы 7 до ее нижнего положения, после чего мотор выключается и затормаживается. При данном положении рамы 7 ножи не будут соприкасаться с материалом, т. е. ножницы будут пропускать материал без резания.
Переключение муфты 4 осуществляется пневматическим цилиндром 16, имеющем давление около 4,2 кг/см2.
Изменение положения рам 7 оказывает влияние на скорость вращения шестерен 8, 11 и 9, а последние, в свою очередь, на скорость вращения супорта 10. Тормоз 12, редукторы 13 и 14, а также индикатор 15, служат для фиксации необходимого поворота вала и затормаживания двигателя 1.
Во время работы ножниц на «одинарных» резах качающиеся рамы 7 находятся в верхнем положении; муфта 4 включена при этом на коническую шестерню, а мотор 1 заторможен, чем исключается возможность самоопускания рам.
П о д а ю щ и е р о л и к и служат для подачи полосы под ножи. Диаметр роликов равен 221,05 мм, последний выбран с таким расчетом, чтобы длина отрезаемых листов составляла точно 1500 мм, при передаточном числе между роликами и ножами, равном 54:25.
Ролики приводятся в движение от главного привода ножниц, число оборотов которого регулируется с тем, чтобы скорость подачи полосы роликами соответствовала скорости движения полосы по рольгангу.
На фиг. 593в приведена схема установки подающих роликов, где нижний ролик / имеет неподвижные опоры, тогда как верхний 2 закреплен в поворотных супортах 3, перемещаемых посредством винта 4 и гайки 5. Гайка поворачивается вручную маховичком б, сидящим на валу червяка 7, который находится в зацеплении с червячной шестерней, насаженной на гайку. При наличии неровностей и закатов кромок на полосе валки получают возможность незначительно раздвигаться благодаря установке резиновой прокладки, смягчающей давление между винтом и супортом.
Вращение подающих роликов осуществляется посредством шестерен 8, сидящих на осях роликов, и связанных с ними шестерен 9; шестерня 10 связана при помощи универсального шпинделя с главным приводом ножниц.
Ролики изготовляются из хромоникелевой стали, цементируются и закаливаются для приобретения высоких качеств износоустойчивости, что необходимо при их работе.
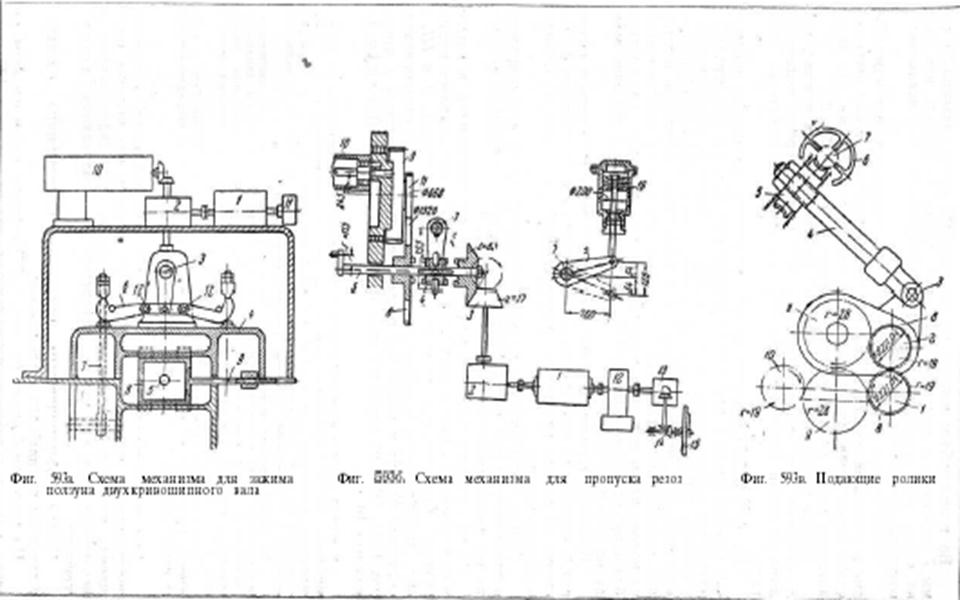
Д и ф е р е н ц и а л ь н ы и р е д у к тор, п о к а з а н н ы й в к и н ем а т и ч е с к о й с х е м е н о ж н и ц (фиг. 594}, представляет весьма сложный механизм, состоит из трех коробок скоростей I, II и III, и двух диференциалов и предназначен для механической синхронизации скоростей полосы и ножей при резании последней на длины в пределах 1500—3000 мм через каждые 5 мм и от 3000 до 6000 мм через каждые 10 мм.
В первой коробке скоростей I имеется пять положений соотношения передаточных чисел шестерен, причем первое из них с передаточным числом 1: 1 дает длину отрезаемых ножницами листов в 1500 мм, тогда как остальные четыре положения соответственно дают длины отрезаемых листов 1800, 2100, 2400 и 2700. Переключение шестерен в этой коробке скоростей осуществляется зубчатыми муфтами.
Во второй коробке скоростей II, имеющей также пять положений, соотношения передаточных чисел шестерен осуществляются добавлением к основным длинам, получаемым в первой коробке скоростей, промежуточных длин, причем при первом положении к основной длине добавляется 50 мм, при остальных четырех положениях добавляется соответственно 100, 150, 200 и 250 мм.
Третья коробка скоростей III устроена по принципу второй коробки, в ней к длинам, получаемым на первой и второй. коробках, добавляется посредством десяти положений — 5, 10, 15, 20, 25, 30, 35, 40, 45 и 50 мм.
Два диференциала редуктора служат для добавления скоростей, получаемых от второй и третьей коробок, причем при нулевых положениях этих коробок добавочное вращение через диференциалы не передается, так как рамки диференциалов оказываются заторможенными.
Между диференциальным редуктором и подающими роликами установлен главный двигатель ножниц.
Из показанной схемы привода ножниц видно, что в процессе резания металла непосредственно участвуют лишь шестерни 120 и 20, передающие требуемый для разрезания полосы момент от маховика к ножам, тогда как все остальные передачи, в том числе и диференциальный редуктор (см. также фиг. 589), передают лишь нормальный момент двигателя к маховику.
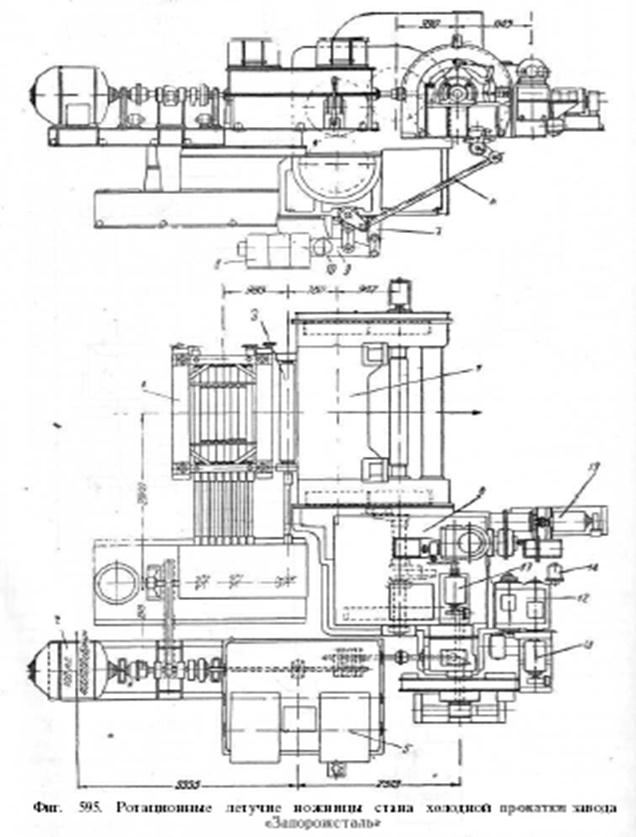
б) Ротационные летучие ножницы стана холодной прокатки завода « Запорожсталь» (фиг. 595), построенные по типу ножниц, описанных выше (фиг. 589), все же отличаются от последних как по своему расположению, так и по конструкции отдельных механизмов ножниц.
Эти ножницы предназначены для порезки холоднокатаной полосы толщиной от 0,6 до 2 мм на листы длиной от 1000 до 2000 мм с интервалом в 2,5 мм и от 2000 до 4000 мм с интервалом в 5 мм, имея возможность резать полосу на 800 различных длин.
Ротационные летучие ножницы (фиг. 595) состоят из: режущего механизма 1, приводимого в движение от электродвигателя 2; подающих роликов 3, возле которых установлена правильная машина 4 дифференциального редуктора 5, служащего для изменения числа оборотов ножей; двухкривощипного механизма 6 типа Юнайтед, осуществляющего регулирование скоростей ножей по отношению к скорости полосы в момент реза и механизмов для перемещения ползуна и для его зажима, а также механизма для перевода ножниц с «одинарных» на «двойные» резы (см. ниже).
Основной особенностью данных ножниц является то, что качающаяся рама 7, выполненная по принципу режущего механизма Смитманса, уравновешена грузами 5, сидящими на коромысле 9, шарнирносвязанном с рамой 7 и, в свою очередь, сидящим на эксцентричной оси 10, поворотом которой осуществляется регулирование зазора между ножами.
Тяга //, приводимая в движение через редуктор 12 отэлектродвигателя 13 мощностью в 10,9 л. с. при 1250 об/мин, служит для вывода ножей из зацепления в том случае, когда последние режут при каждом обороте. Перевод ножниц на двойные резы осуществляется специальной муфтой, связывающей основной привод ножниц с одним
из валов редуктора 12, причем переключение этой муфты осуществляется от пневматического цилиндра 14.
Механизм для зажима ползуна (см. ниже) приводится в движение двигателем 17 мощностью в 7,3 л. с. при 1250 об/мин, передвижение ползуна — от двигателя 19 мощностью 10,9 л. с. при 1250 об/мин.
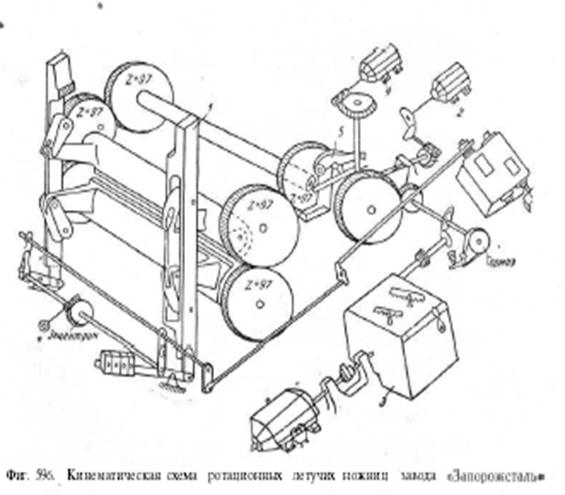
Кинематическая схема ротационных летучих ножниц завода «Запорожсталь» (фиг. 596) дает более ясное представление об устройстве ножниц этого типа.
Из этой схемы видно, что рама / режущего механизма, при настройке ножниц на порезку различных длин, перемещается посредством рычагов и тяг от привода 2. Диференциальный редуктор 3 и двухкривошипный вал типа Юнайтед (не показан на схеме) выполняет, аналогично указанному ранее, роль регулирования скорости ножей по отношению к скорости полосы.
Перемещение ползуна двухкривошипного вала осуществляется механизмом 4 от специального мотора через коническую и червячную пары, зажим ползуна производится механизмом 5, состоящим из червячной пары и зажимного устройства.
Д и ф е р е н ц и а л ь н ы й р е д у к т о р (фиг, 597). Как и подобный ему, описанный
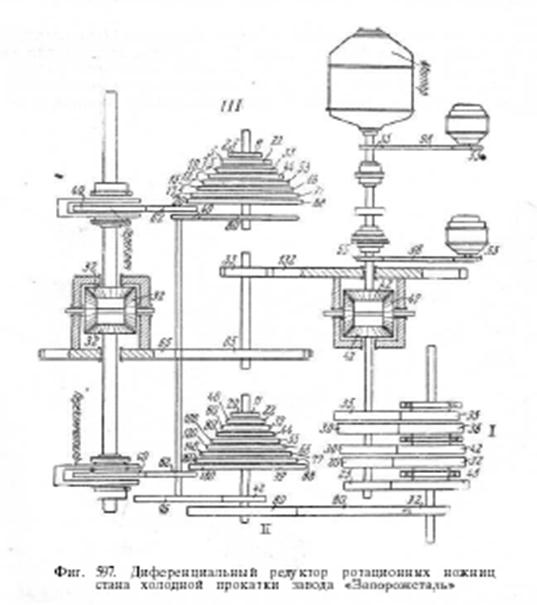
ранее (фиг. 594), состоит также из трех коробок скоростей и двух диференциалов, но с иным количеством ступеней передач во 1второй и третьей коробках скоростей.
В первой коробке скоростей / имеется пять ступеней передач или пять положений, передаточные числа которых обеспечивают соответственно длины отрезаемых листов: 1000, 1200, 1400, 1600 и 1800 мм.
Назначением второй коробки скоростей // является добавление к основным длинам, полученным посредством первой коробки, дополнительных длин.
Вторая коробка скоростей имеет девять положений, причем при первом из них к основной длине прибавляется 20 мм, при последующих восьми положениях добавляется соответственно: 40, 60, 80, 100, 120, 140,;160 и 180.мм.
В третьей коробке скоростей /// к длинам, получаемым на первой и второй коробках, добавляется соответственно восьми положениям ступеней передач: 2,5; 5; 7,5; 10; 12,5; 15 и 17,5 мм.
Диференциалы редуктора служат для добавления скоростей, получаемых от второй и третьей коробок, при нулевых положениях которых добавочное вращение черэз диференциалы не передается, так как рамки диференциалов оказываются заторможенными.
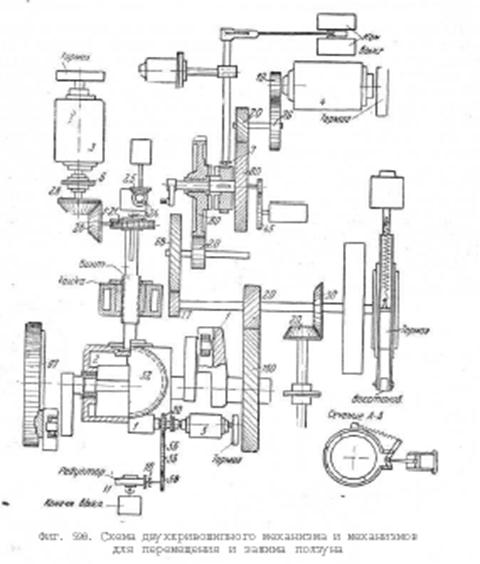
Подробная схема расположения остальных механизмов ножниц представлена на фиг. 598.
Из этой схемы видно, что двухкривошипный механизм /, применяемый для изменения скорости вращения ножей подобно такому же механизму ножниц, описанных ранее, имеет ползун 2, перемещение которого осуществляется от мотора 3 мощностью в 10,9 л. с. с 1250 об/мин через коническую и червячные пары с передаточными числами 1: 1 и 1: 2 1. Механизм для перестановки числа резов получает вращение от мотора 4 мощностью в 10,9 л. с. с 1250 об/мин через две цилиндрические пары с передаточными числами каждая 1: 4, причем у механизма установлен тормоз и конечный выключатель с углом поворота в 30°, а также зубчатая расцепная муфта. Зажим ползуна 2 осуществляется от мотора 5 мощностью в 7,3 л. с. с 1250 об/мин, у которого установлена муфта Пула, через червячную пару с передаточным числом 1: 52, причем непосредственно у мотора устанавливается тормоз, а также и конечный выключатель, связанный с приводом посредством двух пар шестерен с передаточными числами 1: 1,87 и 1: 1, редуктора и муфт «Америкен».
Соединение механизма перестановки числа резов и механизма регулирования ножевого зазора показано на фиг. 599.
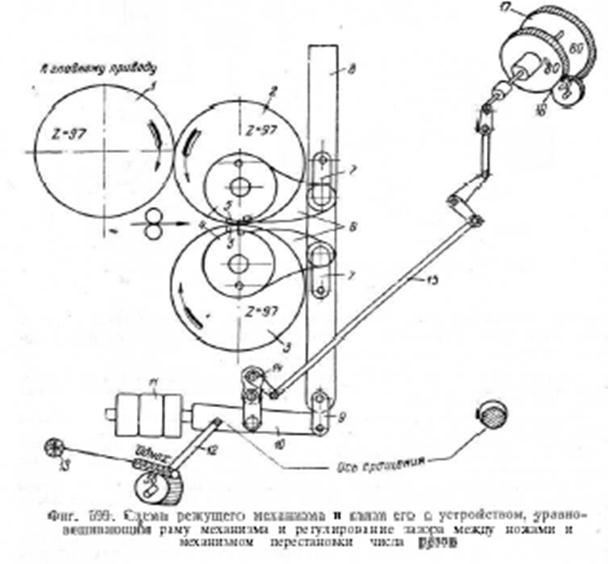
Вращение от главного привода передается через шестерню /, находящуюся в зацеплении с шестерней 2, помещенной на оси верхнего барабананожниц, в котором закреплен супорт 4, а в последнем вмонтирован верхний нож 5.
С шестерней 2 находится в зацеплении нижняя шестерня 3, помешенная на оси нижнего барабана,в который вмонтирован супорт 4, несущий нижний нож 5. Посредством рычагов б и серег 7 режущий механизм связан с качающейся рамой 8. Эта рама через серьгу 9 и рычаг 10 уравновешивается грузом //. Рычаг 10 вращается вокруг оси 12, поворотом которой осуществляется регулирование зазора между ножами в момент резания. Поворот оси 12 осуществляется от передачи 13 через червячную пару с передаточным числом 1: 50. Через рычаг 14 и тягу 15 режущий механизм ножниц связан с передачей 16 привода двухкривошипного механизма. Большая шестерня этой передачи сидит на одной оси с шестерней 17, связанной с приводом перестановки числа резов.
Кинематическая схема механизмов перемещения и зажима ползуна показана на фиг. 600.
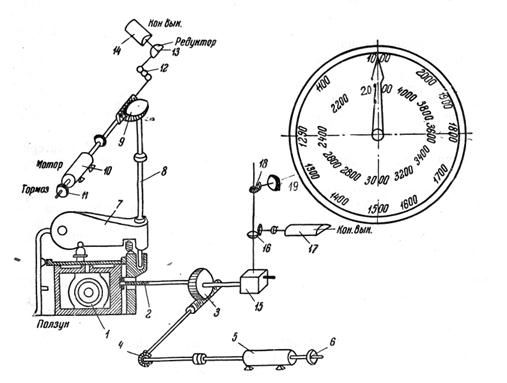
Фиг. 600. Кинематическая схема передвижения и зажима ползуна, а также указателя длин разрезаемых листов
Ползун / перемещается посредством винта 2, червячной передачи 3 и конической — 4 от мотора 5, у которого установлен тормоз 6.
Конструкция зажимного механизма является оригинальной и совершенно не похожей на конструкцию, описанную в предыдущих ротационных ножницах.
В данном случае зажим ползуна осуществляется посредством рычага 7, затягиваемого винтом 8, который приводится во вращение через червячную пару 9 от мотора 10 мощностью в 7,3 л. с. с 1250 об/мин. У привода механизма зажима ползуна установлен тормоз 11, а также конечный выключатель 14, имеющий передачу 12 и редуктор 13.
Длины полос фиксируются на указателе 19, привод которого состоит из редуктора 15, конической пары 18, одна из шестерен которой сидит на оси указателя листов. Конечный выключатель 17 помещен на оси передачи 16.
Р о т а ц и о н н ы е л е т у ч и е н о ж н и ц ы с т а н а б е с с л и т к о в о й п р о к а т к и на 12 т давления по общему устройству аналогичны описанным ранее типам ножниц непрерывного тонколистового стана и стана холодной прокатки (фиг. 589 и фиг. 594), с той лишь разницей, что отдельные механизмы ножниц (привод, редуктор скорости, механизм для пропуска резов и т. д.) имеют совершенно иную конструкцию, наличие дополнительных механизмов (тянущие ролики и т. д.), а также иное управление ножниц.
Эти ножницы предназначены для резки листов толщиной б мм, при температуре 700° С. Максимальная ширина разрезаемых листокравна 630 мм, причем при порезке листов шириной 450, 330 и 230 мм центрирование разрезаемой полосы по оси ножниц осуществляется специальными направляющими линейками.
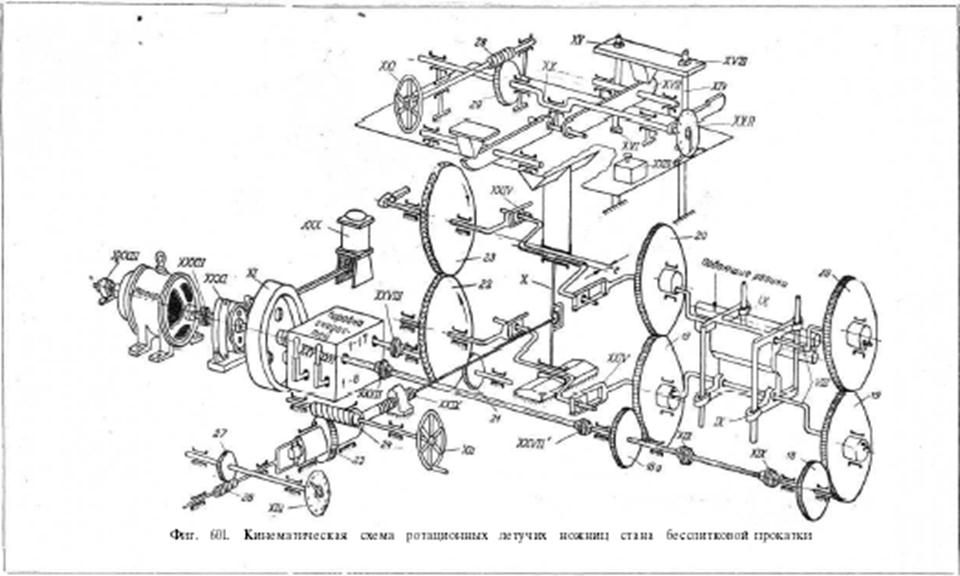
Кинематическая схема летучих ножниц стана бесслитковой прокатки представлена на фиг. 601.
От шунтового мотора постоянного тока мощностью 81,6 л. с. с числом оборотов в мин. 500—980 вращение передается коробке скоростей, в которой посредством шестерен 1 — 8 редуктора главного привода и шестерен 1-17, редуктора пропуска резов передается соответственно вращение, с одной стороны, через муфты XXVII и XXVII' шестерням 18а и 18, а уж от них двум парам шестерен 19 — 20 режущего механизма ножниц, с другой, — через муфту XXVIII шестерне 21, находящейся в зацеплении с шестерней 22, а последняя с шестерней 23 двухкривошипного механизма для пропуска резов.
Перемещение ползуна X двухкривошипного механизма осуществляется винтом XXIX, приводимым во вращение от маховичка XII через червячную передачу 24 — 25. Величина перемещения ползуна фиксируется указателем XIII, связанным с механизмом перемещения посредством червячной передачи 26 — 27.
Зажатие ползуна производится от маховичка XXI посредством червячной пары 28 — 29, передающей вращение на коленчатый вал XX, а от последнего на рычажный механизм, зажимающий ползун.
Поворот коленчатого вала фиксируется указателем XXII. Конечный выключатель XXIII служит для поедупреждения включения мотора ножниц при незажатом ползуне. Перемещение ползуна на величину е производится лишь после полного ослабления зажима.
В том случае, когда произведено неполное зажатие ползуна, нужно подтянуть сидящие на болтах XIV основные гайки XV с последующей затяжкой гаек XVI.
Подтягиванию гаек способствует перемещение плиты XVIII, а последняя благодаря клинообразному выступу давит на рычаг XVII, который, в свою очередь, способствует более плотному зажатию ползуна.
У редуктора ножниц установлен маховик XI, тормоз XXXI с электромагнитом XXX. На свободном конце вала мотора для показания числа оборотов установлен тахометр XXXIII.
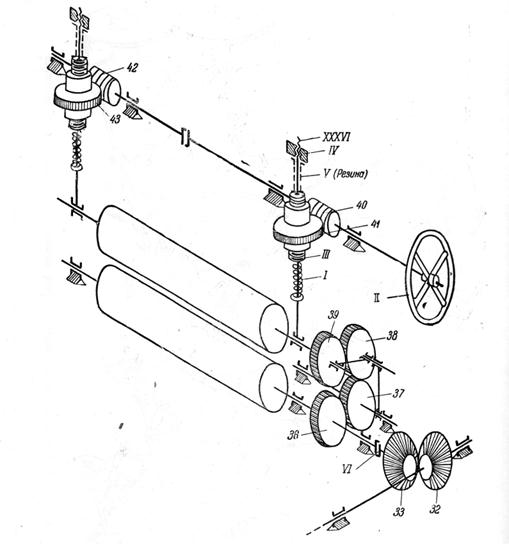
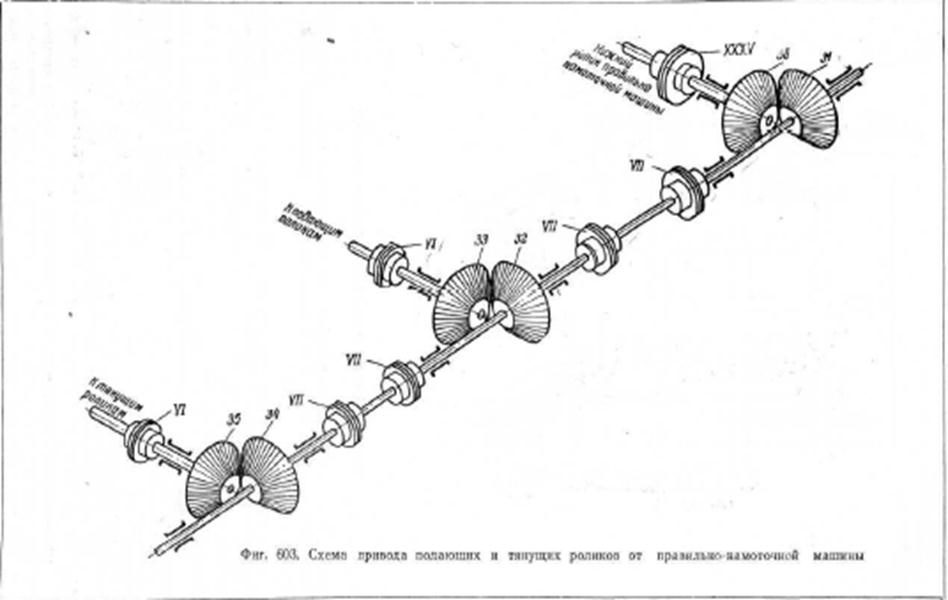
П о д а ю щ и е р о л и к и (фиг. 602) получают вращение от привода 30 — 39 (фиг. 603 и 602), связанного о нижним роликом правильно-намоточной машины посредством муфты XXXV. От вала правильно-намоточной машины через коническую пару 30 — 31 (фиг. 603) вращение передается поперечному валу с двумя соединительными муфтами VII, а от последнего через коническую пару 32 —
33 и соединительную муфту VI — продольному валу шестеренной передачи 36 — 39 подающих роликов (фиг. 602).
Изменение зазора между ножами осуществляется пружиной I оказывающей давление на вал верхнего подающего ролика. Регулировка силы нажатия пружины I производится вращением маховичка II, который через червячные пары 40 — 41 и 42 — 43 вызывает опускание
Фиг. 602. Кинематическая схема подающих роликов
винта II/. Величина опускания винта II фиксируется в точках XXXVI — IV, благодаря растяжению резины V, прикрепленной к раме IV.
Этот же привод (фиг. 603) через соединительные муфты VII, конические шестерни 34 — 35 и муфту VI передает вращение тянущим роликам, расположенным у пайлера с задней стороны летучих ножниц.
К о р о б к а с к о р о с т е й (фиг. 604), как упоминалось ранее, заключает в себе часть редуктора главного привода ножей 1 — 8 и часть редуктора пропуска резов 1 — 17. Главный редуктор имеет три скорости А, В и С настройка которых осуществляется через ручку ХХV. Указанным скоростям А, В и С соответствуют передаточные числа i3=4,9, i2=19,2, i1=75,2.
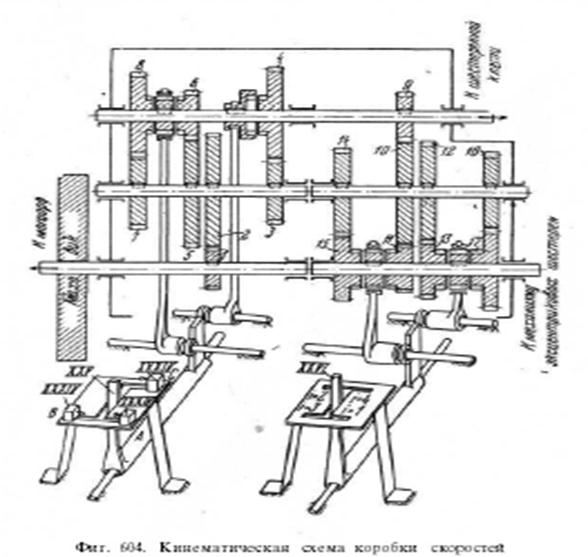
Для синхронизации скоростей редуктора летучих ножниц с редукторами правильно-намоточной машины и черновой клети стана ручки настройки их сблокированы (см. ниже). Поэтому на доске рукоятки XXV установлены три конечных выключателя XXIV.
Редуктор пропуска резов имеет четыре скорости: i=1; i = 2; i= 3 и i = 4, получаемые через ручку настройки XXVI (фиг. 604).
Основным условием нормальной работы ножниц является совпадение горизонтальной составляющей скорости ножей Vh в области реза со скоростью разрезаемой полосы V; такое же совпадение окружных и линейной скоростей должно иметь место у роликов правильно-намоточных машин с полосой, а также подающих и натяжных роликов с той же разрезаемой полосой. Изменение окружных скоростей черновой клети, правильно-намоточной машины и летучих ножниц достигается изменением напряжения тока моторов, получающих питание от общей установки Леонарда.
Для синхронизации работы указанные агрегаты сблокированы между собой; их редукторы имеют каждый по три переключаемых скорости {см. схему — фиг. 605).
Переключение С летучих ножниц с передаточным числом i1 = 75,2 синхронизировано с переключением i1' = 32 правильно-намоточной машины и переключением i1'' = 103,5 черновой клети, причем эти переключения охватывают скорость полосы в пределах от V = 2,3 м/мин до V = 8,95 м/мин.
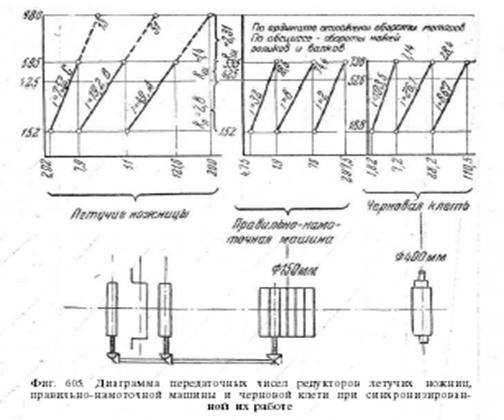
Переключение В с передаточным числом i2 = 19,2 синхронизировано i2 ' =8 правильной машины и с i2''= 26,1 черновой клети; причем эти переключения охватывают скорости от V = 8,95 м/мин до V = 35,8 м/мцн.
Переключение А соответствует i3 = 4,9, i3'= 2 и i3" = 6,67; они охватывают скорости от V =35,8 до V=138 м/мцн.
Для предупреждения ошибок в комбинациях переключении, могущих привести к поломке ножниц, не говоря уже о браке металла, на рычагах переключений установлены конечные выключатели.
Настройка указанных механизмов на новую скорость разрезаемой полосы осуществляется, как уже упоминалось ранее, установкой рычагов переключения путем изменения напряжения тока в агрегате Леонарда.
Настройка ножниц на заданную скорость полосы и длину ее пореза VI осуществляется подсчетом числа оборотов ножниц по формуле:

По заданной скорости полосы V выбирается соответствующее переключение главного редуктора В, С или А согласно указанному ранее.
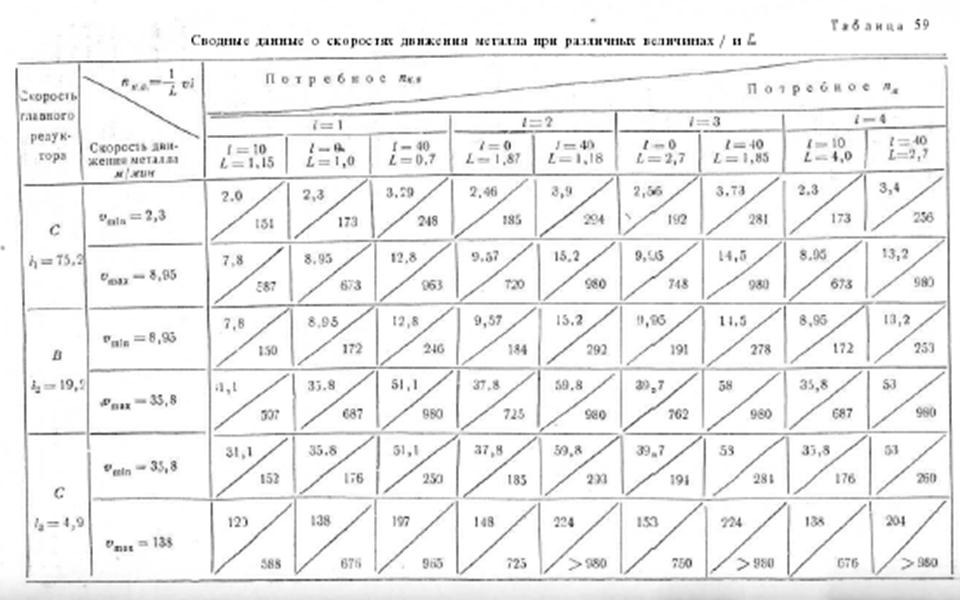
Подбор чисел оборотов коренного вала nк.в и моторов пм производится потабл. 59.
Промежуточные значения определяются аналогичным образом.
Анализируя данные этой таблицы, видим, что для настроек пропуска резов
I= 2, i=3 и i = 4 при максимальных скоростях металла и максимальных сдвигах i= 40 получаются числа оборотов мотора больше 980, между тем последнее принято предельным, так как nк.в = 200 об/мин, и возникают большие динамические усилия. В том, случае когда рез для настройки С и скорости 8,95 м/мин при i = 40 невозможен то он возможен при настройке В и соответственно для настройки В — возможен при настройке А. Но для настройки А это уже будет невозможно и в таблице цифры 980 об/мин для отличия отмечены знаком >.