 2015-02-14
2015-02-14 1292
1292Для определения мощности летучих ножниц необходимо иметь ясное представление о режиме их работы и конструктивных особенностях как режущего, так и других механизмов, связанных с общим приводом ножниц.
а) П о л у ч е н и е т о ч н ы х д л и н разрезаемых на летучих ножницах полос [177] зависит прежде всего от скорости прохождения полосы — Vo м/сек; времени между резами—tсек. и режима работы ножниц (периодически работающих, работающих на режиме запусков и непрерывно работающих).
При постоянной скорости подачи полосы Vo = const длина отрезаемых листов L зависит только от промежутка времени tмежду двумя последовательными резами:
 (587)
(587)
На п е р и о д и ч е с к и р а б о т а ю щ и х л е т у ч и х н о ж н и ц а х, приводимых в действие движущейся полосой помощью фотоэлемента, устанавливаемого на рольганге (фиг. 606), длина отрезаемой полосы
 (588)
(588)
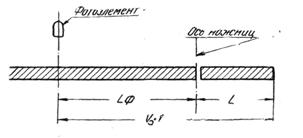
Фиг. 606. Схема установки фотоэлемента
для автоматического запуска летучих
где Lф—расстояние между осью летучих ножниц и фотоэлементом, м;
t—время, необходимое для подготовки ножниц к резу, причем сюда входит время разгона двигателя и время, обусловливаемое инерционностью аппаратуры, сек.
Формула (588) справедлива в том случае, когда производится отрезка переднего конца полосы. При отрезке заднего конца полосы выражение (588) примет вид:
 (589)
(589)
На н е п р е р ы в н о р а б о т а ю щ и х л е т у ч и х н о ж н и ц а х длина отрезаемого листа определяется по формуле (587), если мы в последнюю подставим выражение для числа резов, производимых ножницами в 1 секунду:
 (590)
(590)
где п — число оборотов ножей, мин;
k — число оборотов ножей между двумя последовательными резами. В случае, когда рез приходится на каждый оборот ножей k= 1; когда рез приходится на второй оборот ножей k = 2 и т. д.
Из приведенного выражения видно, что получение точной длины обеспечивается определенным соотношением между скоростью проходящей полосы и числом резов в единицу времени. Это соотношение обеспечивается установкой подающих роликов, число оборотов которых синхронизировано в определенном соотношении с числом оборотов ножей.
Подставляя в формулу (590) значение окружной скорости подающих роликов  , получим выражение для определения длины отрезаемых листов:
, получим выражение для определения длины отрезаемых листов:
 (591)
(591)
где Dо— диаметр подающих роликов, м
nо — среднее число оборотов в минуту подающих роликов;
п — число оборотов в минуту одного из ножей;
k — число оборотов между двумя последовательными резами.
Исходя из приведенных формул, можно сделать заключение, что получение точных длин обеспечивается подбором нужных величин k и nо/n, изменение которых достигается различными способами регулировки, описанными выше.
При механической синхронизации помощью того или иного редуктора длина отрезаемой полосы
 (592)
(592)
Сравнивая уравнения (591) и (592), мы видим, что передаточное число от ножниц к подающим роликам равно, отношению числа оборотов подающих роликов к числу оборотов ножей, т. е.
считая шестерни от ножниц к подающим роликам.
Регулировка длин отрезаемых листов осуществляется: пропуском реза, изменением числа оборотов подающих роликов, переключением диференциалыюго редуктора (механическая синхронизация) или же двух сельсинов (электрическая регулировка), из которых один связан с барабаном ножниц, второй (стационарный) устанавливается под углом, указывающим действительное положение ножей.
При механической синхронизации числа оборотов подающих роликов длина отрезаемых листов определяется по формуле (592), для ножниц «Запорожсталь», кинематическая схема которых приведена на фиг. 594, указанное выражение примет вид:
 (593)
(593)
где iпер —передаточное число шестерен между ножницами и диференциальиым редуктором, а также диференциальным редуктором и подающими роликами.
Согласно схеме (фиг. 594):

iред- передаточное число диференциального редуктора.
Обозначая через i1, i2 и i3 передаточные числа первой, второй и третьей коробок скоростей диференциального редуктора, общее передаточное число последнего будет (фиг. 594)

где отношения ½ и 2/1 —передаточные числа диференциалов.
Сокращая получим:
 (594)
(594)
Подставляя значение выражения (594) в уравнение (593), получаем для резки одинарных длин:
 (595)
(595)
Сокращая, получаем окончательное выражение для определения длин при различных положениях рукояток диференциального редуктора
 (596)
(596)
В том случае, когда ножницы работают с пропуском реза, определение «двойных длин» полос производится также по формуле (596), но с введением удвоенного сомножителя.
б) О с н о в н ы е к и н е м а т и ч е с к и е д а н н ы е н о ж н и ц (число оборотов ножей V, их окружная скорость у, угол начала резания а и т. д.) могут быть определены на основе данных, приведенных выше.
Число оборотов ножей V при отрезании листов основной длины, при котором окружная скорость ножей соответствует скорости полосы, определится из выражения (590).
Линейная окружная скорость ножей V должна быть на 2— 3% выше скорости подачи полосы:
 (597)
(597)
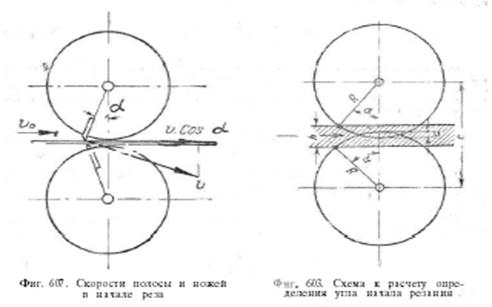
Проекция окружной скорости ножей также должна быть не меньше скорости движения полосы (фиг. 607)
где а – угол начала резания.
При траекториях ножей, представляющих две одинаковые окружности, угол начала резания может быть определен из выражения (фиг. 607).
 (598)
(598)
где с— расстояние между центрами ножевых барабанов;
h — толщина разрезаемой полосы;
R — радиус траектории режущей кромки ножей в момент реза
Но из чертежа (фиг. 608) можно определить с:
 (599)
(599)
где а — величина перекрытия ножей.
В ножницах с прямыми ножами в зависимости от вязкости материала и толщины полосы а=1 - 10 мм; в ножницах с наклонными ножами
а>Btg 
где В — ширина полосы;
— угол наклона ножей.
Расстояние между линиями траекторий ножей при различных их радиусах R1 и R2 определяется в зависимости от принятого перекрытия:
 (600)
(600)
в) При о п р е д е л е н ии м о щ н о с т и д в и г а т е л я летучих ножниц [177] и [182] исходят из общего случая движения электропривода, когда с изменением статического момента меняется также и величина маховых масс привода. Динамический расчет электропривода построен на интегрировании дифференциального уравнения движения, полученного из закона сохранения энергии [182]:
 (601)
(601)
где М — избыточный (динамический) момент привода, равный разности момента двигателя и статического момента, кгм
GD2 — приведенный (общий) маховой момент привода, кгм
а — угол поворота, град.;
п — число оборотов, мин.;
t — время, сек.
В том случае, когда во время работы маховой момент привода остается неименным, второй член правой части уравнения (601) превращается в нуль, а выражение принимает такой вид:
 (601,а)
(601,а)
При работе привода с постоянной скоростью (синхронные и шунтовые машины) первый член правой части уравнения (601) становится равным нулю, тогда выражение принимает вид:
 (601,б)
(601,б)
Таким образом для привода ножниц, работающих на режиме запусков, выбор мощности двигателя производится исключительно из условий разгона движущихся масс ножниц. За период ускорения средний момент двигателя, необходимый для разгона ножниц в заданный промежуток времени (от 0,1 до 5 сек.), определяется на основе формулы (601, а).
 (602)
(602)
В этом выражении не учитывается момент холостого хода, ввиду его незначительности. Мощность двигателя определяется по среднему моменту, необходимому для разгона ножниц до максимального числа оборотов при заданном промежутке времени.
У непрерывно вращающихся ножниц выбор мощности двигателя определяется по секундному расходу работы резания:
 (603)
(603)
где N— мощность двигателя, л. с.
А — работа резания, кгм
К— коэффициент, учитывающий дополнительный расход работы на трение в подшипниках, о воздух и т. д. в механизме ножниц;
t — период времени между двумя последовательными резами, сек.
В простых конструкциях привода ножниц К = 5, в случае когда ножницы имеют сложный привод с рядом вспомогательных механизмов К= 15-20.








