2015-02-14
2015-02-14 3063
3063К правильным машинам с косорасположенными роликами, как упоминалось выше, следует отнести: обкаточные или полировочные машины, эгализаторы и станки Абрамсона.
На полировочных машинах правка производится в горячем и холодном состоянии, на эгализаторах — только в горячем, на станках Абрамсона — только в холодном состоянии.
а) Обкаточная или полировочная машина (фиг. 644)- имеет косорасположенные валки, вращающиеся в одну и ту же сторону. Валки сделаны выпуклыми, сверху и снизу их укрепляют проводки. Диаметр валков 600 мм, угол наклона к горизонту 3°.
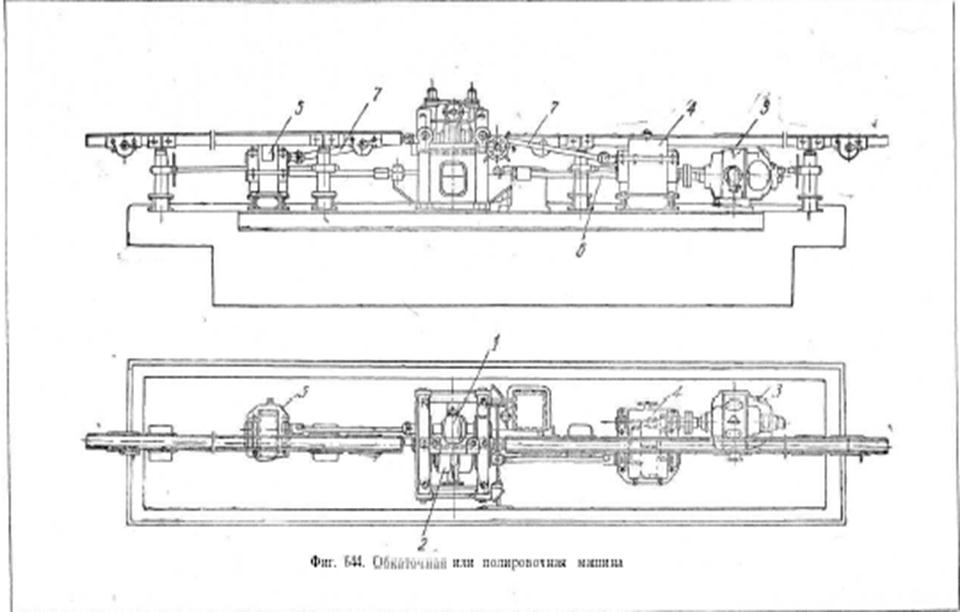
Изготовляются валки из кованой стали, направляющие линейки — из мягкого чугуна.
Как упоминалось выше, обкаточные или полировочные машины предназначены для правки труб диаметром до 240 мм при толщине стенки 40 мм, причем скорость валков достигает 40 об/мин.
Вращение валков /, 2 осуществляется от общего электродвигателя 3 через два редуктора 4 —5, расположенных по обе стороны от рабочей клети, причем через редуктор 4, расположенный со стороны электродвигателя, передается вращение другому редуктору 5 посредством коренного вала 6. От редукторов к валкам движение передается посредством шпинделей 7.
б) Эгализаторы, или гиперболоидные правильные станы, подобны станам косой вальцовки, их валки, имеющие гиперболоидную форму, располагаются под небольшим углом к оси прокатки. Кроме рабочих, имеются также и направляющие валки (проводки), благодаря которым зажатая труба, проходя через стан, приобретает геликоидальное движение.
Эгализаторы устанавливаются обычно за калибровочными станами, температура трубы, подвергающейся правке, имеет 800—650°. Проходя через эгализатор, труба выправляется по оси, приобретает правильный круглый профиль и гладкую полированную поверхность. Поверхность трубы полируется благодаря различию скоростей, возникающих при соприкосновении ее с валками, имеющими переменный радиус при постоянной угловой скорости.
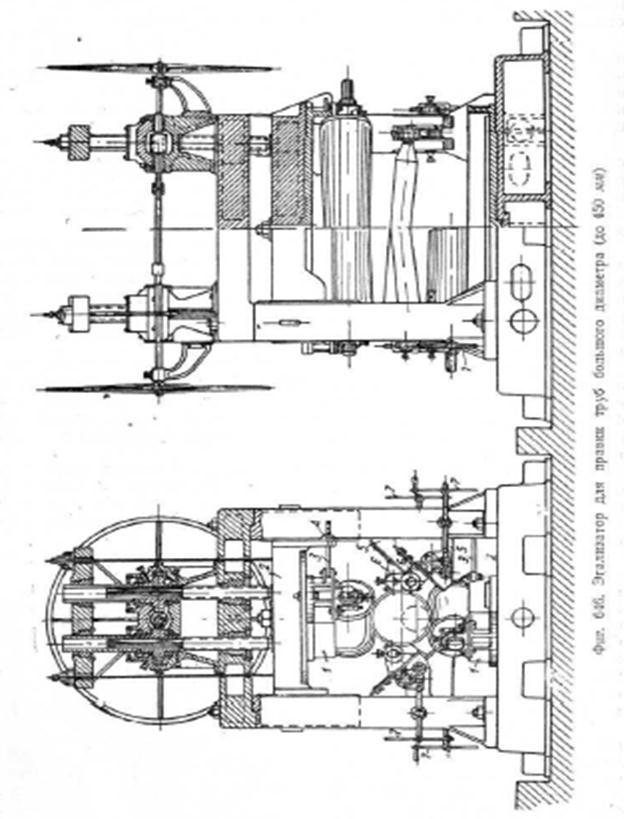
Для правки труб малого диаметра (до 120 мм) применяются эгализаторы с валками, расположенными в вертикальных плоскостях, т. е. с охватом трубы с боков; для правки труб большого диаметра (до 450 мм) — валками, расположенными в горизонтальных плоскостях;
в этом случае с боков труба ограничивается направляющими валками или проводками.
Э г а л и з а т о р ы д л я т р у б м а л о г о д и а м е т р а (фиг. 645) имеют валки, расположенные в вертикальных плоскостях, но наклоненные друг к другу под углом в 50°, а с линией прокатки — под углом в 25°; при изменении диаметра трубы необходимо изменить раствор валков и угол их наклона к оси стана.

щаться в этих плоскостях, меняя угол установки. Обычно одна-две пары валков служат для эгализации труб всего прокатываемого на станах сортамента.
Крепление валков осуществляется на кронштейнах 1, перемещающихся по плитам 2, из которых нижняя служит нижней поперечиной станин эгализатора, а верхняя может перемещаться по вертикали посредством уравновешивающее-нажимного устройства, приводимого в действие от штурвала. Изменение угла наклона валков производится
при помощи винтов 3 и маховичков 4. Боковые кронштейны 5, являющиеся приливами станины, служат для установки направляющих валков; эти валки вращаются в подшипниках б, имеющих салазки с зубчатой рейкой и могущих перемещаться в направляющих кронштейнах. Передвижение каждого из подшипников 6 осуществляется от штурвалов 7, через червячную передачу и зубчатую рейку. Рабочие валки приводятся во вращение каждый от отдельного электродвигателя мощностью в 60 л. с.
Эгализатор, приведенный на фиг. 646, ведет правку труб от 141 до 340 мм, причем подобные эгализаторы могут править трубы диаметром до 450 мм. Для труб диаметром от 150 до 300 мм скорость рабочих валков достигает от 86.6 до 62,6 об/мин.
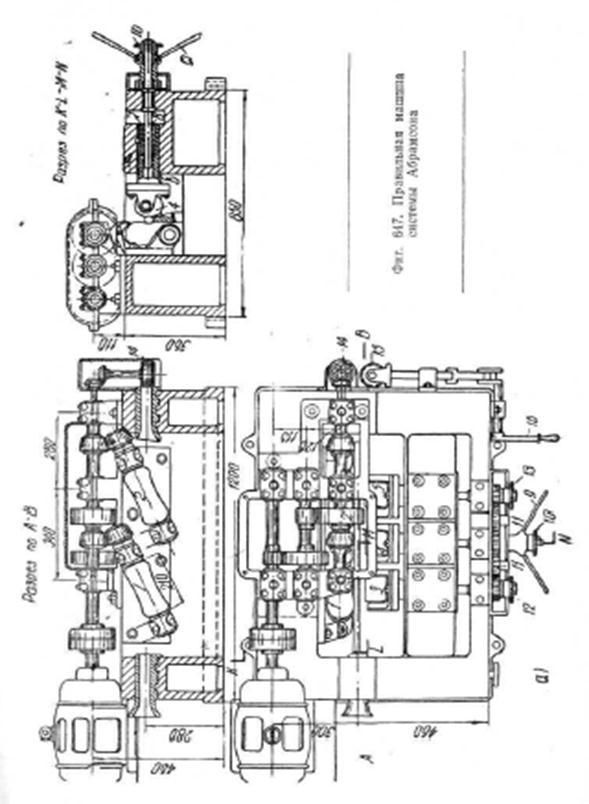
в) Правильные машины Абрамсона применяются для правки труб в холодном состоянии; в последнее время они получили очень большое распространение.
Существует несколько типов машин Абрамсона, отличающихся между собой лишь устройством для регулировки роликов (валков) и конструкцией привода.
На машинах Абрамсона можно править трубы не только малого, но и большого диаметра; основные данные, характеризующие размеры труб и типы машин, приведены в табл. 60.
Т а б л и ц а 60
Характеристика правильных машин системы Абрамсона [184]
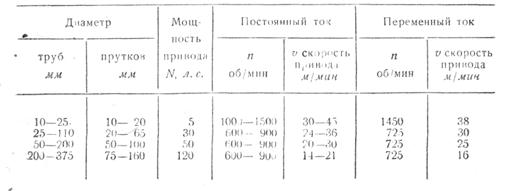
На правильных машинах Абрамсона можно править лишь трубы, кривизна которых не превышает 50 мм на 1 погонный метр длины.
Правильная машина системы Абрамсона (фиг. 647) имеет пять косорасположенных валков, причем два из них (1 и 2} —приводные, а три (3, 4 и 5) — холостые. Благодаря тому, что валки представляют гиперболоиды вращения и благодаря их косому расположению трубе придается одновременно вращательное и поступательное движение.
Против приводных валков / и 2 располагаются холостые валки 3 и 5, тогда как холостой валок 4, находящийся между ними, служит лишь в качестве нажимного ролика, создающего необходимый изгибающий момент для выправления трубы.
Для воспрепятствования проскакиванию трубы вниз устанавливается фигурная проводка. Для удержания трубы от чрезмерной вибрации при правке устанавливаются вводные и выводные желоба.
Для правильных машин Абрамсона валки изготовляются из кованой стали или же из чугуна, причем имеют они одну переточку, пропускают примерно около 80 000 труб.