 2015-02-14
2015-02-14 1968
1968Правильные прессы, как упоминалось выше, применяются в сортовом, трубопрокатном, колесопрокатном и бандажном производствах; в первых двух, наряду с правильными машинами, прессы имеют лишь второстепенное значение; в последних двух — главное.
В сортовом производстве распространены преимущественно односторонние штемпельные прессы; в трубопрокатном — односторонние, двусторонние штемпельные прессы и правильные прессы с вращающимися сегментами; в колесопрокатном и бандажном, — так называемые, калибровочные прессы.
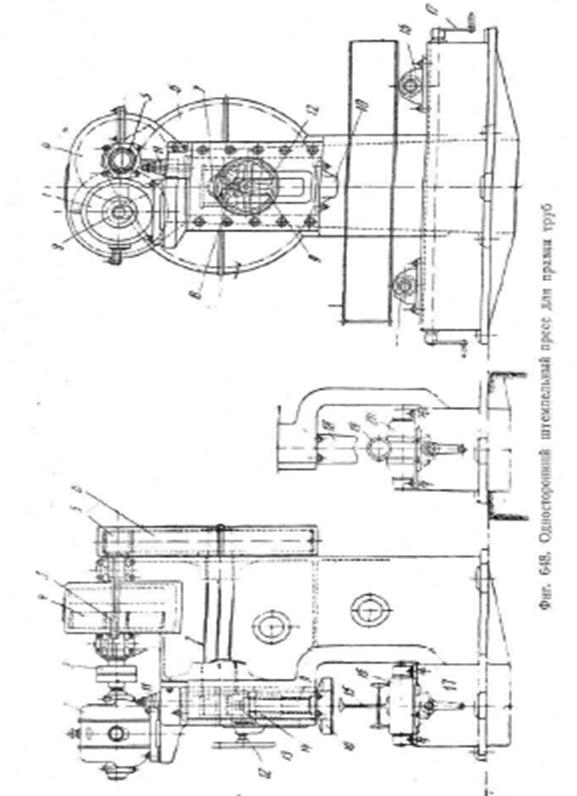
а) Односторонний штемпельный пресс (фиг. 648) по общему устройству напоминает собой ножницы прессового типа, в которых вместо
верхнего ножа установлен штемпель, а вместо нижнего—подушки, подкладка или же ролики рольганга (см. фиг. 648), на которые опирается материал, подвергающийся правке.
Работа пресса осуществляется от электродвигателя /, передающего движение через муфту 2 цилиндрической паре 3 — 4, от которой через малую цилиндрическую шестерню 5 вращение передается большой шестерне б, а следовательно и валу 7, на конце которого насажен эксцентрик 8. Эксцентрик 8 благодаря оттягивающим пружинам // упирается в штемпель 9, несущий на себе подушку 10.
Управление штемпелем при правке материала различных размеров осуществляется от штурвала 12, на валу которого сидит коническая шестерня 13, находящаяся в зацеплении с конической шестерней 14, а последняя изготовлена за одно целое с втулкой, имеющей внутри нарезку и как гайка огибающей винт штемпеля 9.
Материал, подвергающийся правке (в данном случае двутавровая балка 15), помещается на роликах 16. Центрирование материала, подвергающегося правке, осуществляется от передвижного стола с роликами, приводимого в действие вручную от рукоятки 17.
На одностороннем штемпельном прессе производится также добавочная правка труб большого диаметра (до 500 мм), получивших после горячей правки на правильных машинах некоторый изгиб вследствие неравномерности охлаждения.
На том же одностороннем штемпельном прессе, приведенном на фиг. 648, могут правиться также трубы, но только вместо подушки 10 необходимо установить подушку 18. Подушка 18 имеет вырез, соответствующий трубе 19, опирающейся при правке на ролики 20, с вырезом аналогичной формы.
б) Двусторонний штемпельный пресс (фиг. 649) отличается от одностороннего наличием вместо одного двух штемпелей, расположенных по обе стороны пресса. В этом прессе большая шестерня, сидящая на коренном валу, помещена в середине станины, а не сбоку, как указывалось ранее, кроме того коренной зал несет на себе не один, а два эксдентрика, связанных с штемпелями.
Чтобы облегчить усилие на мотор, эксцентрики на валу должны быть сдвинуты один по отношению к другому на 180°, что вдвое снижает нагрузку на мотор- В остальном устройство двустороннего штемпельного пресса почти аналогично описанному выше одностороннему штемпельному прессу.
в) Правильный пресс с вращающимся сегментом (фиг. 650) отличается от описанных тем, что вместо штемпеля и верхней подушки применен вращающийся сегмент, значительно способствующий увеличению производительности пресса.
Если в прессах, имеющих верхнюю подушку, вместо сегмента, а нижние — вместо роликов, давление штемпеля на трубу не вызывает деформации ввиду значительной длины подушек, достигающей 250— 350 мм, то в прессе данной конструкции при незначительной площади соприкосновения трубы с роликами деформация трубы является в большинстве случаев неизбежной, так как сила давления, передаваемая на штемпель, достигает до 200 т.
Число ходов штемпеля или вращающего сегмента достигает от 30 до 90 в минуту. Производительность прессов зависит от диаметра и длины труб, причем при диаметре их от б до 12 мм и длине до 8000мм количество выправленных труб в смену достигает до 240—320; при длине 14000 мм и том же диаметре до 140—230 шт.
г) Калибровочные прессы, применяемые в колесопрокатном и бандажном производствах, отличаются от описанных выше тем, что вместодвух нижних подушек или роликов и одной верхней они имеют всего
лишь две матрицы (верхнюю и нижнюю), скалиброванные строго по форме и размерам окончательного профиля колеса или бандажа с учетом температуры правки.
Эти прессы изготовляются обычно не электрическими, а гидравлическими или парогидравлическими. Их мощность достигает 1500— 2000 т.








