 2015-02-14
2015-02-14 2786
2786Значительный процент повреждений рабочих валков (в среднем около 40—50%) и в очень многих случаях преждевременный выход их из строя объясняются недоброкачественностью изготовления валков.
а) Литье валков. В области составления шихты ряд американских и английских фирм имеет тенденцию к применению наименьшего количества компонентов, максимально однородных и по химическому составу (в особенности по содержанию кремния) и по физическим свойствам.
Английские фирмы составляют шихту для валков из 25—30% «переплава», соответствующего по химическому составу изготовляемым валкам с поправкой на угар, 40—50% валковой ломи и 20—35% подшихтовочных материалов (шведский древесноугольный чугун, или чугун «холодного дутья»).
Ряд американских и английских фирм [107] и [108] широко применяет раскисление и дегазификацию расплавленного металла (в ковше), используя в качестве раскислителя ферро-карботитан и ферро-кремнетитан. Первый из них, содержащий около 15—18% Тi имеет высокую точку плавления (1400°) и трудно растворяется в основной массе, второй имеет точку плавления значительно более низкую (1200°) и поэтому дает лучшие результаты. На основе ряда исследований, произведенных в СССР, считают [104], что значительно целесообразнее вводить титан и алюминий в состав чушковых доменных чугунов.
Формовочные материалы должны обладать высокими физическими свойствами в отношении огнестойкости, газонепроницаемости и связывающей способности.
Отливка валков прокатных станов производится в опоках, кокилях, а также в сборных кокилях. В последнем случае шейки и трефы валков предварительно формуются в опоках, формы просушиваются, затем для бочки валка устанавливается кокиль.
Мягкие валки из серого чугуна отливаются в глиняных опоках, стальные—в специальных опоках, имеющих для бочки песчаную форму с холодильниками (фиг. 187, а).
Чугунные валки большой твердости с отбеленной поверхностью бочки отливаются в металлических кокилях без футеровки, тогда как кокили для полутвердых валков обмазываются внутри глиной, что противодействует резкой отбелке чугуна. Шейки и трефы валков отливаются в глиняных формах.
При производстве двухслойных чугунных валков (шведский способ) формовка производится как обычно, но только диаметр литника делается больше на 25—30%, причем для спуска промытого металла на верхней прибыли устанавливается спускной жолоб (фиг. 187, б). Отливка ведется в кокилях обычной формы и размеров. Количество серого чугуна, потребного для промывки, зависит от химического состава белого и серого чугунов, веса и назначения валков. На европейских заводах оно достигает 25% от общего веса валка, на Надеждинском заводе — 40% и даже больше.
Сборные кокили устраиваются с прорезями для свободного выхода газов и для ослабления деформаций, возникающих под влиянием термических ударов, или с гофрированной, волнообразной поверхностью, обеспечивающей меньшую овальность закаленного слоя после обработки поверхности валка на токарных станках.
На фиг. 188, а, б, в изображено кольцо сборного кокиля Никольса.
Гладкие и калиброванные закаленные и даже полутвердые валки отливаются теперь с готовыми трефами, формовка которых осуществляется по моделям в песчаных формах в одной опоке с шейками.
Калиброванные валки отливаются с уплотненными ручьями, для чего в отдельные участки формы чугунных кокилей помещаются холодильники.
Литниковые лейки применяются с вертикальной стенкой и квадратным сечением воронки, что способствует спокойной заливке металла (патент Даниэльса) (фиг. 189, а, б).
Некоторые английские фирмы (Акрилл и др.) опоки для полутвердых валков и кокили для закаленных подогревают перед заливкой до температуры 250 — 400° в зависимости от диаметра, химического состава и требуемых механических свойств валков.
Широко распространилась отливка калиброванных (фиг. 190, а) и комбинированных (фиг. 190, б) валков для сортовых и рельсобалочных станов [109] ввиду значительного экономического преимущества их перед гладкими отливками, которые при вырезке калибров значительно ослабляются.
б) Термическая обработка имеет целью уничтожение литейной неоднородности, перевод всей металлической массы в твердый раствор, получение потребной структуры и необходимой твердости, уменьшение внутренних напряжений.
Известная английская фирма «Брайтсайд Чиллед Грейн и Элоу Ролле» для валков со стальной основой применяет двойную или при высококачественных валках даже тройную термическую обработку.
1. Первый нагрев до температуры выше верхней критической точки Асз — 50° со скоростью 15—20°/час и выдержкой при этой температуре (час на каждые 25 мм диаметра) с последующим охлаждением на воздухе (без сквозняков) до температуры 300°.
2. Второй нагрев с 300° до температуры, близкой к нижней критической точке, с выдержкой в течение нескольку часов для облегчения перлитного превращения.
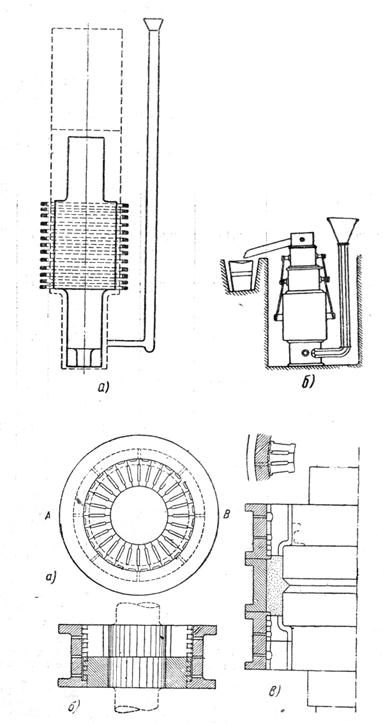
Фиг. 187. Способы отливки валков: а — отливка стальных валков по способу «Юнайтед»; б — отливка чугунных (двухслойных) валков «шведским» способом
Фиг. 188. Устройство кольца сборного кокиля Никольса: а — вид сверху; б— разрез по АВ; в — разрез, показывающий углубление формы для местной закалки
3. Третий нагрев производится до температур критического интервала (в зависимости от желаемой структуры и твердости), но не выше верхней критической точки. За нагревом следует выдержка при этой температуре (час на каждые 25 мм диаметра) с последующим насколько возможно быстрым охлаждением в печи (до 450°). Затем новая выдержка при этой температуре (минимум час на каждые 25 мм диаметра) с последующим медленным охлаждением вместе с печью.
На этом же заводе режим термической обработки валков с чугунной основой заключается в следующем: нагрев (15—20°/час) ниже нижней критической точки Ас  выдержка при температуре 500—450° (час на каждые 25 мм диаметра) и медленное охлаждение вместе с печью.
выдержка при температуре 500—450° (час на каждые 25 мм диаметра) и медленное охлаждение вместе с печью.
Чтобы облегчить уничтожение литейной неоднородности и дендритности структур при термообработке, за границей широко практикуют производство валков с общим содержанием углерода в пределах растворимости его в основной металлической массе. Широко применяют также заливку валков при возможно более высокой температуре, причем для защиты кокилей и форм шеек и трефов, последние покрывают при помощи пульверизатора специальной огнестойкой краской, способствующей активному удалению газов.
Внутренние напряжения, возникающие от усадки и при переходе критического интервала в углеродистых валках ослабляют охлаждением в кокилях до 180—200°; в легированных — при помощи замедленного охлаждения до температуры окружающего воздуха. Высоколегированные и специальные валки нуждаются в неоднократном нагреве, охлаждении, нормализации и выдержке. Охлаждение применяется как быстрое, так и замедленное, в частности охлаждение вместе с печью.
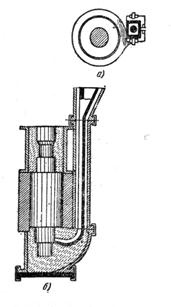
Фиг. 189. Сборный кокиль Даниэльса: а —вид сверху; б — продольный разрез
Фиг. 190. Отливка в кокилях калиброванных (а) и комбинированных (б) валков
Американская фирма «Люис фаундри Ко» применяет для охлаждения цилиндрические кожухи, изготовленные из котельного железа с внутренним диаметром, большим внешнего диаметра кокилей на 150—200 мм. Пространство между кожухом и кокилем засыпается сухим песком или другим каким-либо нетеплопроводным материалом.
Некоторые американские и английские фирмы придают большое значение вопросу естественного и искусственного старения. Прежде чем пустить валки в работу, фирма «Пери и Сын» выдерживает их на стеллажах в течение 3—6 месяцев.
Искусственное старение прокатных валков заключается в нагреве их до температуры ниже нижней критической точки Ас и выдержке при этой температуре с последующим медленным охлаждением.
в ) Ковка валков, как и литье, тесно связана с термической их обработкой, отдельные операции которой чередуются со стадиями ковки, оказывая влияние на режим всего процесса в целом при изготовлении стальных кованых валков.
г) Сведения о механической обработке валков подробно излагаются ниже, здесь же приводим только общие указания о шлифовке и полировке, завершающих процесс изготовления валков.
Валки твердостью до 90 единиц по Шору требуют зеркальной отделки, осуществляемой полировкой несколькими (2—6) шлифовальными кругами с постепенно возрастающим номером зерна (24—500). Шлифовку на предшествующих стадиях необходимо вести очень тщательно, так как дефекты шлифовки не могут быть исправлены последующей полировкой на более тонких шлифовальных кругах.
Недостаточное охлаждение и смазка, внезапные остановки при шлифовке валка, большая подача и т. д. могут вызвать местное горение валка, приводящее к трещинам. Трещины могут появиться также от шлифовки валка слишком твердым кругом.
д ) Хромирование валков, впервые освоенное в СССР в 1936г. на заводах «Красный гвоздильщик» [110], [111] и НКМЗ [112], в последнее время получает все более широкое применение в технике.
Осуществленные электрическим способом хромовые покрытия придают валкам большую твердость, повышенную стойкость на истирание, пониженный коэффициент трения и высокие антикоррозийные свойства. Стойкость хромированных валков в 2—6 раз выше стойкости нехромированных [110]. Твердость первых выше твердости вторых на 2—4 единицы по Шору.
Процесс хромирования валков можно разбить на три основных этапа: механическая очистка поверхности валка, химическая подготовка, хромирование.
Механическая очистка заключается в шлифовке и полировке бочек валков. Шлифовка производится корундо-шеллаковыми кругами с зернистостью 90—120, полировка — при помощи войлочного круга, покрытого полировочной пастой (венская известь, техническое сало, стеарин и жир) или пастой ГОИ акад. Гребенщикова (прокаленная окись хрома и стеариновая кислота).
Химическая подготовка поверхности валка заключается в обезжиривании в бензине, протирке венской известью, промывке и подогреве в горячей воде (до 50°).
Нормальное проведение процесса хромирования обеспечивается установлением правильного режима, подбора состава электролита, его температуры и плотности тока.
На заводе «Красный гвоздильщик» состав электролита (нормальная ванна) таков: хромового ангидрида—250 г/л, серной кислоты — 2—2,5 г/л; плотность тока 15 А/дм  (в начальный момент 10 А/дм ); температура электролита 45—47°.
(в начальный момент 10 А/дм ); температура электролита 45—47°.
На этом заводе хромированию подвергались валки диаметром 100—220 мм, с твердостью по Шору не ниже 90 единиц. Каждый валок помещался в отдельную ванну и, будучи подвешен крючком (фиг. 191, а) на токоподводящую ванну, служил катодом; анод имел форму цилиндра, разделенного на две части и подвешенного на крючках к токоподводящей шине.
Для лучшего сцепления хрома с основным металлом через 30—40 сек. пребывания валка в ванне подавался обратный ток. Хромирование 1лилось 2 часа, после чего валок вынимали из ванны, промывали в горячей воде и выдерживали в течение суток, прежде чем отправить на стан.
Впоследствии благодаря изменению форм анода схемы подвода тока получили возможность вместо одного хромировать одновременно несколько валков (фиг. 191, б), с расстоянием между ними а =270 мм.
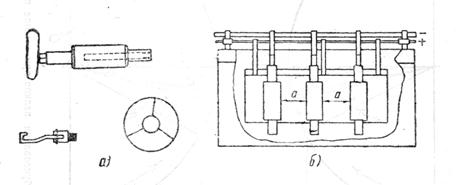
Фиг. 191. Хромирование валков: а — рабочий валок (сверху) и приспособления для хромирования (снизу); б — одновременное хромирование в одной ванне трех валков
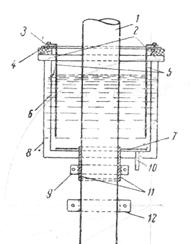
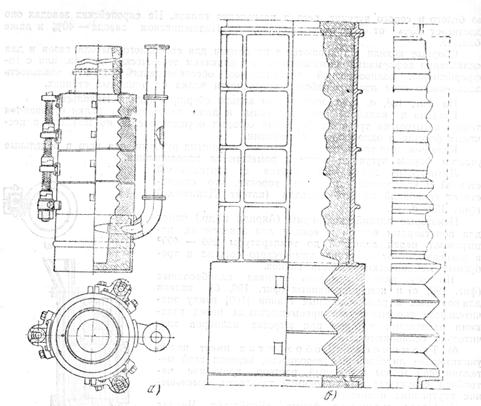
Фиг. 192. Способы хромирования валков и крупных деталей на НКМЗ: 1— ролик; 2 — вентиляционные клапаны; 3 — анодная шина; 4 — деревянное кольцо; 5 — аноды; 6 — электролитная ванна; 7 — целлулоидный экран; 8 — водяная рубашка; 9 — зажимной хомут, 10 — штуцер для спуска электролита; 11 — резина; 12 —подвод тока
Большого внимания заслуживает способ хромирования крупных деталей, примененный на НКМЗ [112] при изготовлении роликов моечной машины тонколистового стана завода «Запорожсталь».
Вследствие больших размеров роликов (диаметр 220 мм, длина 1700 и 2200 мм, соответственно хромируемые поверхности 1,36 и 1,76 м ) и ограниченной мощности источников тока (максимум 1000 А) была применена ванна (фиг. 192), в которой можно было вести хромирование по частям. Ванна представляет собой бак с водяной рубашкой, подогреваемой паровым змеевиком. В дне ванны имеется отверстие, выложенное резиной. Диаметр отверстия соответствует диаметру ролика, подвергающегося хромированию. Дно ванны выложено трехслойным целлулоидом с толщиной каждого слоя в 0,5мм.
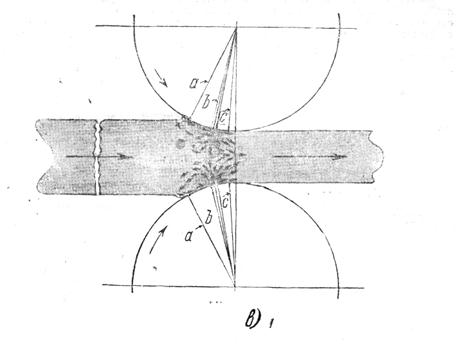
Фиг. 193, в. Схема действия сил между полосой и валками, вызываемых трением при истечении материала
Концы роликов на длине в 360 мм сначала хромировались в обычной хромовой ванне. Для хромирования середины ролики переносили в ванну, изображенную на фиг. 192, где процесс хромирования осуществлялся поясами высотой в 350 мм каждый. При переходе от одного пояса к другому ролик не вынимался из ванны, а продвигался на необходимую высоту сквозь отверстие, обложенное резиной.
Исследования показали [113], что хромированные валки имеют твердость по отношению к нехромированным больше на 2—4 единицы по Шору.
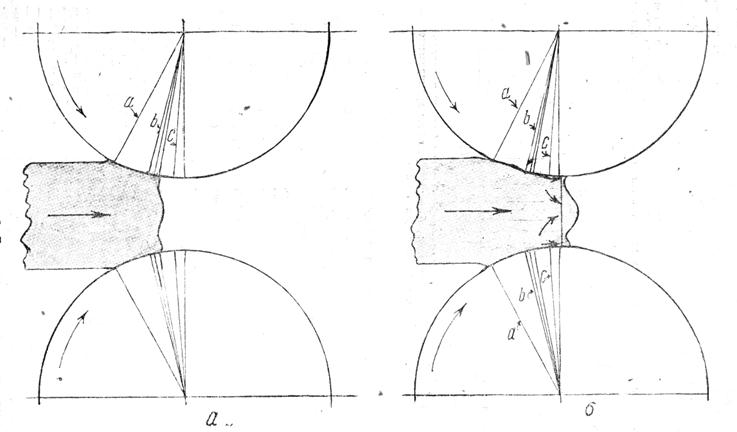
Фиг. 193, а и о. Схемы буксования полосы при ее задаче в валки (а), буксования валков при выходе полосы (б)

