 2015-02-14
2015-02-14 2340
2340Располагаясь по обе стороны от рабочей клети, намоточно-натяжвые барабаны осуществляют процесс разматывания полосы при входе ее в валки и сметывания при ее выходе из валков, причем в обоих случаях полосе сообщается натяжение, необходимое для получения правильно намотанных плотных бунтов и облегчения процесса прокатки.
Если в реверсивных и непрерывных станах холодной прокатки за счет натяжения ведется лишь незначительная часть процесса движения полосы при обжатии, то в станах Штеккеля этот процесс осуществляется полностью лишь только за счет натяжения полосы, протягидаемой между неприводными валками.
Наматывание полосы при выходе ее из валков или сматывание при ее входе в валки, в большинстве случаев, осуществляется при постоянрой скорости и постоянном натяжении.
Чтобы определить мощность, необходимую для вращения при наматывании полосы на барабан и сматывании ее с барабана, разберем два случая: для тонких и толстых полос.
При тонких полосах для изгиба в случае наматывания на барабан или сматывания с барабана требуется небольшое усилие, которым при расчете можно пренебречь и тогда момент, необходимый для вращения барабана (фиг. 694, а), определится из следующего уравнения:
 (652)
(652)
где Т— натяжение полосы при сматывании с барабана или наматывании на барабан
r —фактический радиус барабана с учетом количества витков намотанной полосы;
D — диаметр барабана;
 — толщина полосы;
— толщина полосы;
m — количество витков полосы, намотанных на барабан.
Мощность, необходимая для вращения барабана, будет:
 (653)
(653)
где v — скорость наматывания, м/сек.
Благодаря принятым ранее допущениям в формулах (652) и (653) не учитывается момент и мощность, необходимые для изгиба полосы, имеющие весьма существенное значение для толщины полосы, доходящей до 5 мм.
При толстых полосах (фиг. 694, б) момент, необходимый для вращения барабана,определится из следующего выражения:

где r1 —фактический радиус барабана с учетом количества намотанных витков полосы и пружинящих свойств материала;
х - расстояние между горизонтальной плоскостью, проходящей через точку начальн го изгиба,и точкой А на бунте, соответствующей точке приложении полосы к прелыдущему витку при окончании его изгиба;
а —расстояние от точки А до горизонтальной плоскости, проходящей через центр барабана.
Учитывая, что при современном состоянии теории пластического изгиба величина а точному определению не поддается и при упругом
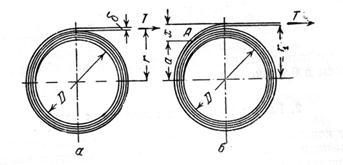
Фиг. 694. Схема намотки бунта на натяжных барабанах: а — при тонких полосах; б — при
толстых полосах
изгибе а = r-x/2 при пластическом а приближается к r; для упрощения расчета примем а = r тогда полный момент, необходимый для вращения барабана, будет:
 (654)
(654)
Определить момент, необходимый для изгиба полосы, на основе формул из курса сопротивления материалов невозможно, так как эти формулы справедливы лишь до тех пор, пока напряжения не превышают предела пропорциональности. В данном случае будет иметь место явление пластического изгиба, и эпюра напряжений полосы (пренебрегая при этом влиянием напряжений от растяжения ее) представится в виде, приведенном на фиг. 659, б, принимая, как при расчете правильных машин, полосу за последовательно упруго-пластическое тело.
Момент, необходимый для изгиба полосы, будет складываться из момента сопротивления упруго-пластическому изгибу, умноженному на соответствующее напряжение, и определяется из выражения (618) и (619):
 (655)
(655)
где b – ширина полосы;
zo – расстояние от нейтральной линии до границы между зонами упругих и пластических деформаций, которое согласно уравнению (615) для данного случая будет:

Полный момент с учетом момента вращения барабана и момента, затрачиваемого на изгиб полосы, согласно уравнению (654) будет:
 (656)
(656)
Отсутствие каких-либо исследований затрудняет определение величины натяжения полосы при наматывании ее на барабан, поэтому при расчетах будем принимать: для станов холодной прокатки обычного типа (реверсивных и непрерывных):

для станов холодной прокатки Штеккеля:

По американским данным среднее напряжение металла от натяжения намоточно-натяжных барабанов берется равным 1300 кг/см2, а диаметр барабана примерно равным 750 мм при наиболее ходовой толщине полосы в 0,9 мм








