 2015-02-15
2015-02-15 6996
6996Конструкторская часть
2.1 Проектирование станочного приспособления для сверлильной операции
Исходными данными при проектировании приспособлений являются:
а) рабочие чертежи заготовки и готовой детали;
б) операционный эскиз обработки заготовки;
в) сведения об оборудовании, инструменте, режимах обработки;
г) последовательность переходов;
д) программа выпуска деталей.
Приспособление предназначено для базирования и закрепления заготовки на сверлильном станке модели 2С132 в процессе выполнения обработки на операции 060. На данной операции производится сверление 4 отверстий.
Базирование заготовки осуществляется с помощью прижимной плиты (поз. 3). Воздух поступает в пневмоцилиндр через штуцер (поз. 1), и перемещает поршень (поз. 6) вниз, прижимая прихватами (поз. 2) заготовку. После обработки распределительный кран переключается, и сжатый воздух через второй штуцер и воздушные каналы в пневмоцилиндре поступает в нижнюю полость и перемещает поршень вверх, позволяя освободить деталь.
Силовой расчет приспособления
Силовой расчет заключается в определении диаметра поршня пневмоцилиндра, обеспечивающего надежное закрепление заготовки в процессе обработки.
Расчет силы закрепления будем проводить по условию непроворачиваемости заготовки в приспособлении под действием момента Мр
 , (2.1)
, (2.1)
где Мр – момент, пытающийся повернуть заготовку вокруг своей оси,
Мтр – момент трения,удерживающий заготовку от поворота, в данном случае представляет собой момент трения по установочному элементу, который определяется как момент трения по кольцевой площадке[1]:
 , (2.2)
, (2.2)
где R – реакция установочного элемента.
Окончательно получаем
 . (2.3)
. (2.3)
Уравнение суммы сил, действующих на вертикальную ось:

 . (2.4)
. (2.4)
Определим осевую силу, Н [ ]:
 , (2.5)
, (2.5)

где Ср, у, q, - коэффициент и показатели степени окружной силы [2];
D – диаметр сверла, мм;
s – подача, мм/об;
Kр – поправочный коэффициент.
План cил резания при сверлении показано на рисунке 2.1.
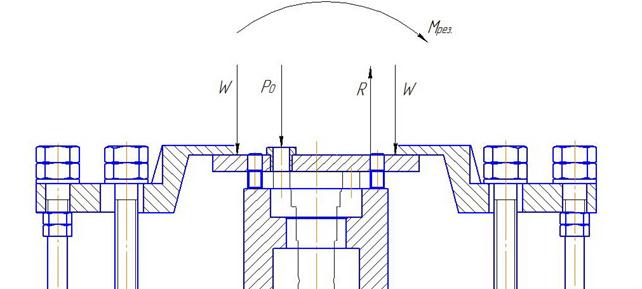
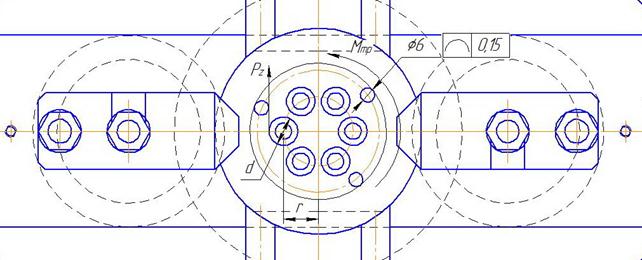
Рисунок 2.1 - План cил резания при сверлении
В соответствии с данными работы [4] вследствие возникновения при обработке заготовок колебаний величин сил и моментов резания, вызываемых различными факторами, коэффициент надежности закрепления заготовки находится по формуле:
 , (2.6)
, (2.6)
 = 1,3 – гарантированный коэффициент запаса,
= 1,3 – гарантированный коэффициент запаса,
 = 1,1 – коэффициент, учитывающий увеличение сил резания из-за случайных неровностей на обрабатываемых поверхностях заготовки,
= 1,1 – коэффициент, учитывающий увеличение сил резания из-за случайных неровностей на обрабатываемых поверхностях заготовки,
 = 1 – коэффициент, учитывающий увеличение сил резания вследствие затупления режущего инструмента,
= 1 – коэффициент, учитывающий увеличение сил резания вследствие затупления режущего инструмента,
 = 1 – коэффициент, учитывающий увеличение сил резания при прерывестом резании,
= 1 – коэффициент, учитывающий увеличение сил резания при прерывестом резании,
 = 1 – коэффициент, учитывающий постоянство силы, развиваемой зажимным механизмом W,
= 1 – коэффициент, учитывающий постоянство силы, развиваемой зажимным механизмом W,
 = 1 – коэффициент, учитывающий эргономику немеханизированного зажимного механизма.
= 1 – коэффициент, учитывающий эргономику немеханизированного зажимного механизма.
 .
.
Крутящий момент от сил резания [1]:
 , (2.7)
, (2.7)
где D – наибольший диаметр обработки, мм;

Из выражения (2.4) находим усилие зажатия W:
 , (2.8)
, (2.8)
 H.
H.
Таким образом, для обеспечения неподвижности заготовки в процессе обработки ее необходимо закрепить усилием не менее 75 Н.
Определим исходное усилие для сложного механизма по [5]:
 . (2.9)
. (2.9)
Определим диаметр поршня пневмоцилиндра, обеспечивающего надежное закрепление заготовки в процессе обработки.
 , (2.10)
, (2.10)
где p = 0,4 МПа – давление в пневмосистеме;
η-КПД=0,85 - коэффициент полезного действия привода.
 мм.
мм.
По ГОСТ 6540-68 принимается диаметр цилиндра. Принимаем D=60 мм.

