 2015-02-18
2015-02-18 1118
1118Точность станка определяет точность на нем обработанных изделий.
Геометрическая точность зависит от ошибок соединений и влияет на точность взаимного расположения узлов станка при отсутствии внешних воздействий. Геометрическая точность главным образом зависит от точности изготовления соединений базовых деталей и от качества сборки станка.
Кинематическая точность необходима для станков, в которых сложные движения требуют согласования скоростей нескольких простых. Нарушение согласованных движений нарушает правильность заданной траектории движения инструмента относительно заготовки и искажает тем самым форму обрабатываемой поверхности.
Жёсткость станков характеризует их свойство противостоять появлению упругих перемещений под действием постоянных или медленно изменяющихся во времени силовых воздействий.
Виброустойчивость станка или динамическое его качество определяет его способность противодействовать возникновению колебаний, снижающих точность и производительность станка. Наиболее опасны колебания инструмента относительно заготовки.
Теплостойкость станка характеризует его сопротивляемость возникновению недопустимых температурных деформаций при действии тех или иных источников теплоты. К основным источникам теплоты относятся процесс резания, двигатели, подвижные соединения, особенно при больших скоростях относительного движения.
Точность позиционирования харак-ся ошибкой вывода узла станка в заданную позицию по одной или нескольким координатам. На точность позиционирования влияет большое число систематических и случайных погрешностей.
Конструктивные особенности многоцелевых станков с ЧПУ (устройства автоматической смены инструмента и заготовок, инструментальные магазины) на примере ИР320ПМФ4.Компоновки многоцелевых станков.
Многоцелевые станки предназначены для выполнения большого числа различных технологических операций без перестановки заготовки. Их оснащают инструментальным магазином, устройством автоматической смены заготовок, развитой системой ЧПУ, системами диагностирования и контроля обработанных деталей и инструментов. Выполняют как черновую, так и чистовую обработку. Для них характерна высокая жесткость, точность, производительность обработки.
Станки можно разделить на 2 группы: для обработки корпусных деталей и для обработки тел вращения.
Выполняют: сверление, зенкерование, развертывание, растачивание, нарезание резьбы, подрезку торцов, фрезерование плоскостей и контуров а также токарные работы; а при наличии высокоскоростного шпинделя – шлифование.
Станки вертикального типа предназначены для обработки плоских деталей с одной стороны: кондукторных плит, планок, крышек…
Горизонтального типа для обработки с нескольких сторон деталей, имеющих большое число гладких, ступенчатых и резьбовых отверстий, сложных контуров, плоских поверхностей.
Компоновки станков различаются размещением шпинделя в пространстве, взаимным расположением основных узлов, типом и размещением устройства для автоматической смены деталей, видом сопряжения основных узлов.
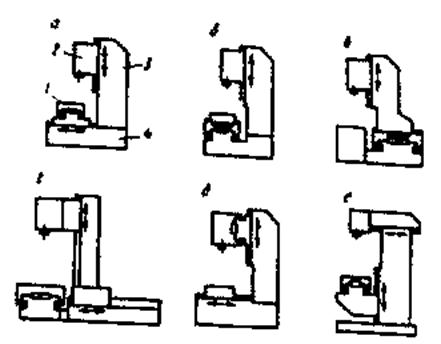
Компоновки вертикальных станков.
Неподвижным элементом компоновки является колонна.
1 - стол;
2 – шпиндельная бабка;
3 – колонна;
4 – плита (общее основание).
Компоновки горизонтальных станков более разнообразны. Широко распространены станки с крестовым столом, производящим позиционирование обрабатываемой детали, и шпиндельной бабкой, перемещаются в вертикальном направлении (рис. 2 а,б). Встречаются компоновки с однокоординатным и двухкоординатным перемещением колонны (рис. 2 в, г, д, е).Компоновки, в которых поперечное движение совершает ШБ (рис. 2 ж, з), относительно проста уборка стружки и защита направляющих. В станках со столом, рабочая поверхность которого расположена вертикально (рис. 2 к, л, м, н, о), обеспечен беспрепятственный отвод стружки и охлаждающей жидкости. В компоновке по рис.2, р предусмотрен поворотный стол, рабочая плоскость которого может занимать два горизонтальных и вертикальных положения, благодаря чему обеспечиваются удобство установки детали и возможность ее обработки с пяти сторон.
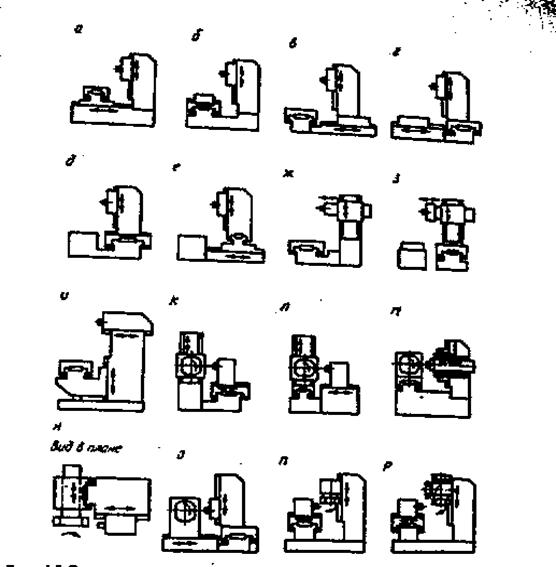
Рисунок 2. Компоновки горизонтальных станков.
В мелкосерийном пр-ве прим. станки для одноинструментальной обработки, в среднесерийном – станки со сменными многошпиндельными головками.
Предусмотрены 3 уровня точности многоцелевых станков: П (станки основного исполнения), А (прецизионные), С (особо точные).
Горизонтальные станки оснащают поворотным квадратным или прямоугольным столом с отношением длины к ширине, равным 1,25. На вертикальных станках устанавливают удлиненные прямоугольные столы с отношением длины к ширине, равным 2 (для незаменяемых столов) или не менее 1,6 (для столов спутников).
Приводы главного движения должны обеспечить высокопроизводительное выполнение различных операций при бесступенчатом изменении частоты вращения в широком диапазоне.

