 2015-02-04
2015-02-04 3397
3397Тема: Определение уровня механизации.
План:
1. Уровень механизации производства.
2. Расчет уровня механизации.
Создание новой автоматической техники будет означать широкий переход от трехзвеньевых машин (рабочая машина — передача — двигатель) к четырехзвеньевым системам машин. Четвертое звено — кибернетические устройства, при помощи которых обеспечивается управление огромными мощностями.
Основными ступенями автоматизации производства являются: полуавтоматы, автоматы, автоматические линии, участки- и цехи-автоматы, заводы- и фабрики-автоматы. Первой ступенью, представляющей собой переходную форму от простых машин к автоматическим, являются полуавтоматы. Принципиальная особенность машин этой группы заключается в том, что целый ряд функций, осуществляющихся ранее человеком, здесь передан машине, однако за рабочим еще сохраняются определенные операции, обычно трудно поддающиеся автоматизации. Высшей ступенью является создание заводов- и фабрик-автоматов, т.е. полностью автоматизированных предприятий.
Основными показателями, характеризующими уровень механизации и автоматизации, являются:
• коэффициент механизации производства
• коэффициент механизации (автоматизации) работ (Кр)
• уровень автоматизации Yа на практике довольно часто определяют из выражения
Уровень механизации рассчитываемыми по формулам:
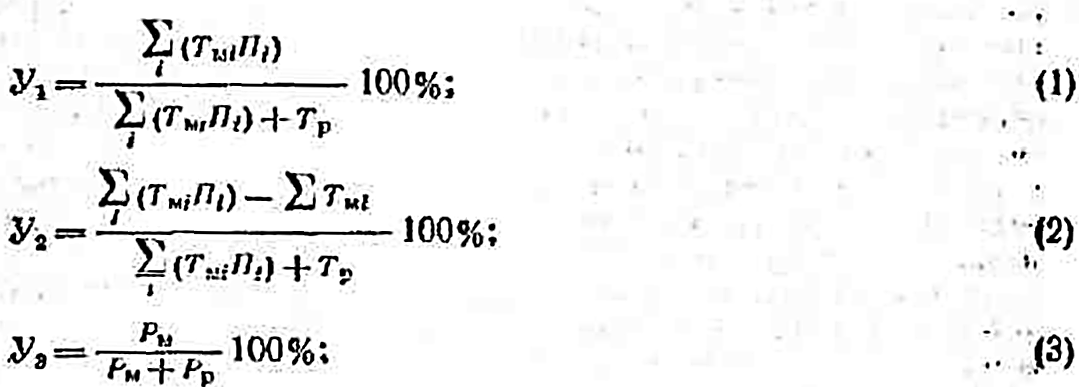
Где У1 — количественный показатель уровня механизации; У2 — качественный показатель уровня механизации; У3 — степень охвата рабочих механизированным трудом; Тмі — трудоемкость операции, выполняемой механизированным способом; Тр — суммарная трудоемкость операций, выполняемых ручным способом; Пі — коэффициент производительности оборудования; Рм — число рабочих, выполняющих работу меха визированным способом; Рр — число рабочих, выполняющих работу вручную.
Коэффициент Пі характеризует рост производительности при замене ручной операции (или механизированной, принятой за базу) механизированной и определяется как отношение трудоемкости до проведения механизации Тр к трудоемкости, достигаемой в результате механизации Тмі:

Показатель У1 определяет удельный объем механизированных операций в общем производственном процессе. Числитель формулы (1) представляет собой трудоемкости операций, осуществляемых механизированными методами, в случае их исполнения вручную. Эту трудоемкость называют приведенной трудоемкостью механизированных операций. Знаменатель формулы (1) представляет собой общую трудоемкость всех операций в случае их исполнения вручную или общую приведенную трудоемкость.
Показатель У1 характеризует уровень механизации только количественно, так как он не изменяется при замене менее совершенного механизированного оборудования более совершенным, при увеличении производительности оборудования показатель, вычисленный по формуле (1), не повышается, а остается Неизменным. Эго объясняется тем, что с повышением коэффициента производительности оборудования П соответственно снижается трудоемкость производимых на нем операций Тмі. Поэтому при неизменной программе цеха произведение Тмі П остается постоянным и показатель У1 не меняется. Таким образом, показатель У1 служит для оценки степени охвата механизацией производственного процесса.
Показатель У2 отражает степень вытеснения живого труда в результате механизации. Числитель формулы (2) представляет собой исключенную трудоемкость. Частное от деления этой трудоемкости на приведенную трудоемкость всех работ является удельным снижением трудовых затрат, достигаемым при внедрении машин, т. е. качественной характеристикой уровня механизация. Таким образом, назначение показателя У2 — охарактеризовать сокращение трудовых затрат за счет механизации и уровень производительности применяемой техники.
Показатель У3 определяет удельное число рабочих, занятых механизированным трудом, в общем числе рабочих и характеризует уровень механизации труда.
Показатели У1 и У3 изменяются от 0 до 100%. На величину показателей У1 и У3 оказывает влияние только масштаб механизации производственного процесса. Показатель У2 изменяется от 0 и стремится к 100%, но не достигает 100%, так как качественное совершенствование оборудования беспредельно. На величину этого показателя влияет не только масштаб механизации, но и производительность применяемого оборудования.
В формулах (1) и (2) для удобства расчетов трудоемкости Тм и Тр могут быть заменены числом рабочих Рм и Рр. Показатели У1, У2 и У3 могут быть установлены в целом по цеху сварных конструкций, по отдельным участкам или линиям, а также по видам работ, например, дня сварочных работ. В табл. 2 приведены коэффициенты П для расчета уровня механизации сварочных работ по формулам (1) н (2).
Таблица 2
Коэффициенты производительности и приведении трудоемкости механизированных способов сварки х трудоемкости ручной дуговой сварки
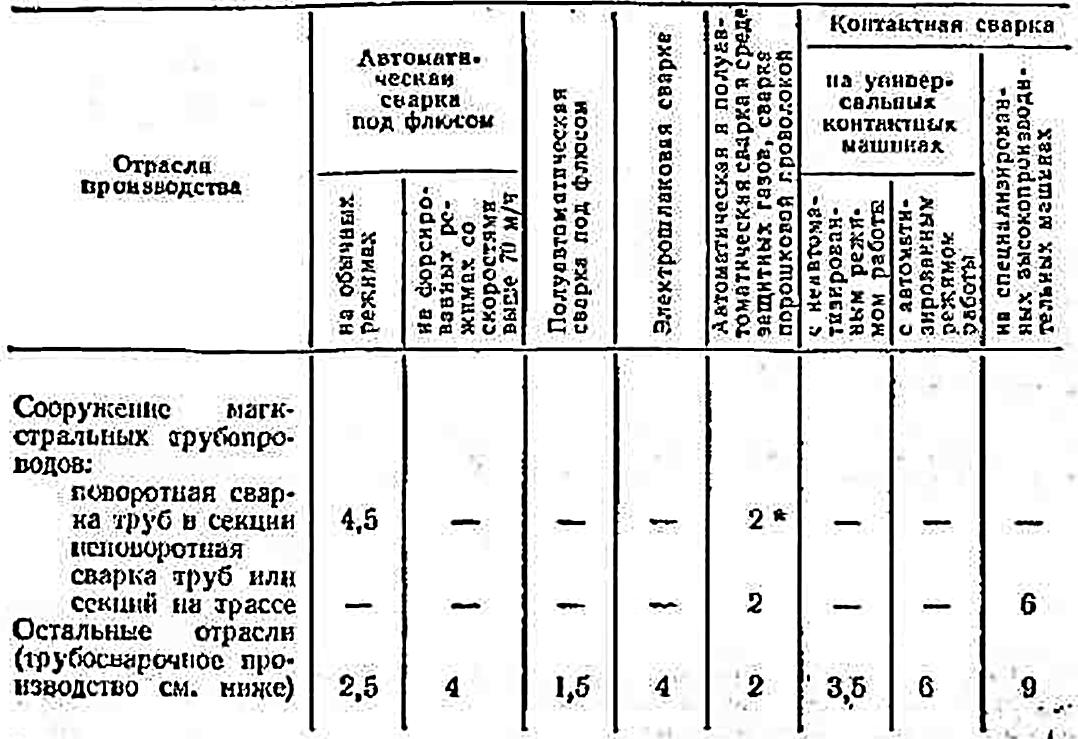
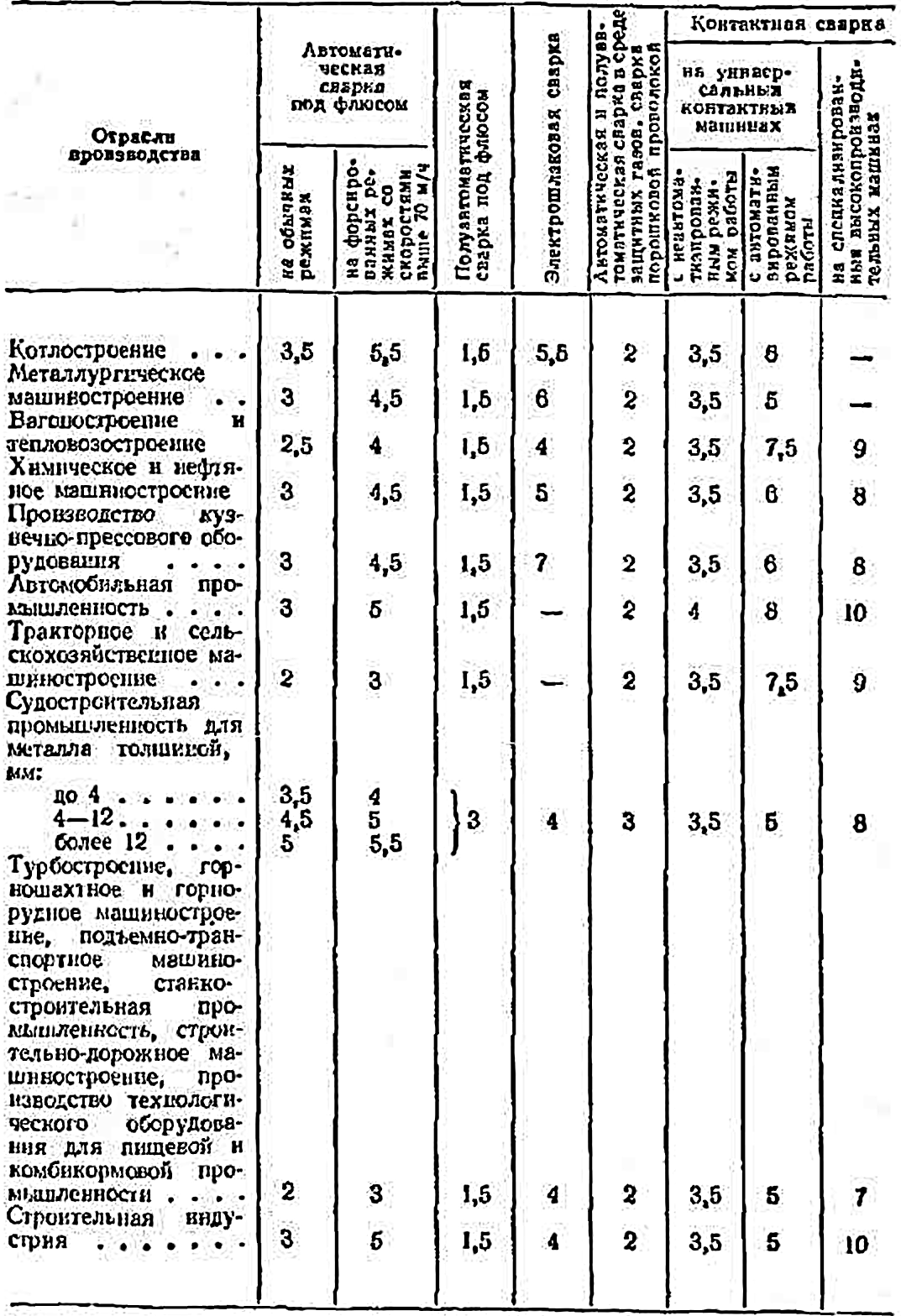
Примечания:
1. Для сварки газопрессовой, холодной и сварки трением используют коэффициенты, принятые для контактной сварки.
2. Коэффициенты приведения для автоматической сварки под флюсом получены при сварке одним электродом, поэтому для автоматической сварки под флюсом при сварке двумя электродами используют коэффициенты приведения в 1,5 раза, а для сварки тремя электродами в 2 раза большими, чемдля однодуговой сварки.
3. В трубосварочном производстве используют следующие коэффициенты для автоматической двухдуговой сварки под флюсом прямошовных труб большого диаметра П = 4; то же для трехдуговой сварки П = 6,5; для автоматической однодуговой сварки под флюсом труб большого диаметра со спиральным швом П = 7; то же для двухдуговой сварки П = 11; автоматическая аргонодуговая сварка труб малого диаметра П = 3; для контактной шовной сварки плоскосворачиваемых труб П = 15; для контактной шовно-стыковой сварки труб малого диаметра П = 70; для высокочастотной сварки труб малого диаметра П = 90.
Пример расчета уровня механизации. Определив уровень механизации сварочных работ для цеха сварных конструкций отрасли металлургического машиностроения по данным табл. 3.
Показатели уровня механизации, рассчитываемые по формулам (1) - (3), имеют следующие значения:
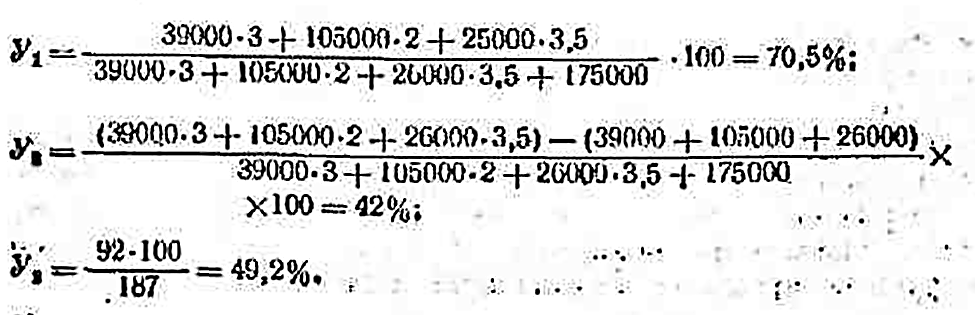
Таблица 3
Число рабочих и трудоемкость сварочных работ
| Вид сварки и применяемое оборудование | Число рабочих | Трудоемкость ч | Коэффициент П |
| Автоматическая сварка пол флюсом на универсальных установках с применением обычных режимов | 39 000 | ||
| Полуавтоматическая сварка в СО2 с применением механизированного оборудования для поворота свариваемых изделий | 105 000 | ||
| Контактная точечная сварка на универсальных машинах с неавтоматизированным режимом работы | 26 000 | 3,5 | |
| Итого механизированная сварка | 170 000 | - | |
| Ручная дуговая скарна | 176 000 | - | |
| Всего | 846 000 | - |
Предположим, что в рассматриваемом цехе сварных конструкций проведены определенные мероприятия по уменьшению объема полуавтоматической сварки да счет внедрения электрошлаковой сварки на специализированных установках, объем ручной дуговой сварки при атом оставлен прежним. Предположим, что в этом новом варианте объем полуавтоматической сварки снизится в 2 раза и трудоемкость ее составит 52 500 ч. Трудоемкость электрошлаковой сварки равна 17 500 ч. Число сварщиков на полуавтоматах снизится до 29 человек, на электрошлаковом процессе будет занято 10 сварщиков.
Показатели уровня механизации получат следующие значения:
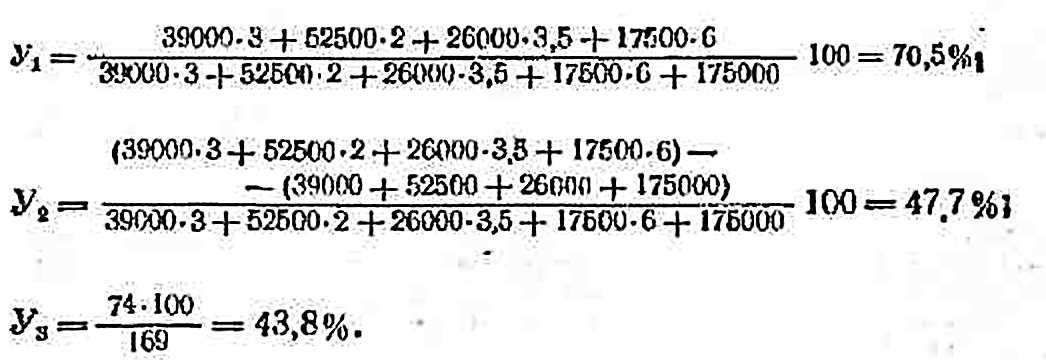
Как и следовало ожидать, показатель У1 остался неизменным, так как степень охвата механизацией не изменилась. Показатель У2 повысился за счет внедрения прогрессивного метода электрошлаковой сварки. Показатель У3 снизился в связи с уменьшением числа рабочих на машинах. Таким образом, при замене менее совершенных машин более совершенными показатель У3 снижается. Повышение показателя У3 достигается только при замене ручных процессов механизированными.
Степень механизации и автоматизации труда, обеспечиваемая производственной машиной, характеризуется коэффициентами механизации kм и автоматизации kц.

где tм – машинное время выполнения процесса; tа – время автоматического выполнения процесса; tоп – оперативное время.
Механизация и автоматизация сварочного производства обеспечивают снижение трудоемкости, облегчение труда, повышение качества, надежности сварных изделий, экономию сварочных и основных материалов, экономию производственных площадей. С другой стороны, механизация и автоматизация связаны с дополнительными затратами на оборудование, на его содержание и ремонт. В ряде случаев механизация одной операции технологического процесса вызывает увеличение стоимости смежных операций, и наоборот, механизация одной операции может снизить стоимость смежных операций. Поэтому при осуществлении механизации и автоматизации сварочного производства необходимо сопоставлять затраты с получаемым эффектом с помощью показателей приведенных затрат.
Необходимо отметить, что этот показатель уровня автоматизации, определенный на основе сопоставления применяемого автоматического и неавтоматического оборудования, не совсем точно характеризует уровень автоматизации на предприятии.
Экономическая и социальная значимость механизации и автоматизации производства заключается в том, что они позволяют заменить ручной труд, особенно тяжелый, машинами и автоматами, повысить производительность труда и на этой основе обеспечить реальное или условное высвобождение работников, улучшить качество производимой продукции, снизить трудоемкость и издержки производства, увеличить объем производства и тем самым обеспечить предприятию более высокие финансовые результаты, что дает возможность улучшить благосостояние работающих и их семей.
1. В чем заключается экономическая и социальная значимость механизации и автоматизации производства?
2. Основными ступенями автоматизации производства являются …
Литература:
Базовая:
16. А.Д. Гитлевич, Механизация и автоматизация сварочного производства, М., Машиностроение, 1979г. – стр.290.
Вспомогательная:
1. С.А. Куркин, Сварные конструкции, М., Высшая школа, 1991г. – стр.398;
17. М.С. Львов, Автоматика и автоматизация сварочных процессов, М., Машиностроение, 1982г. – стр.302;
18. В.А. Тимченко, А.А. Сухомлин, Роботизация сварочного производства, К., Техника, 1989г. – стр.175;
19. Г. Герден, Сварочные работы, М., Машиностроение, 1988г. – стр.288;
20. Методические указания к выполнению практических работ по дисциплине «Технологическое оборудование».








