 2015-03-22
2015-03-22 1715
17152.1.1. Стоимость технологического оборудования представляет собой сумму произведения количества оборудования и его цены по всем операциям технологического процесса:
 (1)
(1)
где m – количество операций технологического процесса изготовления изделий;
Oi – принятое количество единиц оборудования, занятого выполняемой i -ой операции;
Цi – цена единицы оборудования, занятого выполнением i -ой операции (дается в исходных данных).

2.1.2. Расчетное количество единиц оборудования по каждой операции в общем случае может быть установлено из следующего выражения:

 (2)
(2)
где  – номенклатура изготавливаемых изделий;
– номенклатура изготавливаемых изделий;
 – годовой объем производимой продукции, ед\год;
– годовой объем производимой продукции, ед\год;
 – норма времени на изготовлениеj-го изделия по i-ой операции;
– норма времени на изготовлениеj-го изделия по i-ой операции;
 - годовой фонд времени работы оборудования, час\год (задается в
- годовой фонд времени работы оборудования, час\год (задается в
исходных данных).
В данной формуле отправным моментом является величина и , которые
должны устанавливаться на основе спроса рынка или возможности предприятия.
Однако, поскольку, в задании спрос рынка не представляется возможным установить, в работе все расчеты будут выполняться по условному изделию исходя из возможностей предприятия. Эта возможность определяется исходя из 100-% загрузки оборудования на самой трудоемкой операции, т.е. по самому узкому месту.
 (3)
(3)
где  – принятое количество оборудования, занятое выполнением самой
– принятое количество оборудования, занятое выполнением самой
трудоемкой операции;
 – норма время по самой трудоемкой операции (устанавливается на
– норма время по самой трудоемкой операции (устанавливается на
основе исходных данных).

Принятое количество единиц оборудования на самой трудоемкой операции ( в работе принимается равным 1,0 либо 2,0). Если = 1,0, то на всех остальных операциях расчетное количество единиц оборудования будет меньше 1,0. Коэффициент загрузки оборудования по каждой операции будет равен рассчитанному количеству оборудования. При = 2,0 расчетное количество оборудования на остальных операциях может быть больше единицы. В этом случае, чтобы получить принятое количество оборудования, необходимо расчетное количество оборудования округлить до целого большего числа. Тогда коэффициент загрузки по каждой операции рассчитывается как частное от деления расчетного количества оборудования на принятое.
В данном случае расчетное количество оборудования по каждой операции устанавливается по выражению:
 (4)
(4)
Величина  , соответствующая количеству продукции, производимой на самой трудоемкой операции, представляет собой производственную мощность создаваемого предприятия. Все последующие расчеты будут выполняться на объем производства, соответствующий производственной мощности, которую в дальнейшем будем обозначать буквой
, соответствующая количеству продукции, производимой на самой трудоемкой операции, представляет собой производственную мощность создаваемого предприятия. Все последующие расчеты будут выполняться на объем производства, соответствующий производственной мощности, которую в дальнейшем будем обозначать буквой  .
.
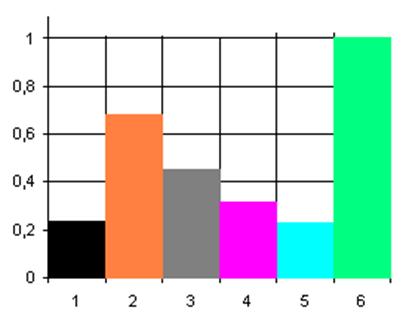
Рис. 1 Столбиковая диаграмма загрузки оборудования по операциям
Из диаграммы видно, что наиболее загруженное оборудование на шестой операции. В отличии от первой и пятой операции, где самый низкий коэффициент загрузки.

