 2015-03-27
2015-03-27 1689
1689Задача № 1. Расчет производственного цикла.
Исходные данные.
· Продолжительность смены: S = 8 часов = 480 мин;
· Режим работы участка: q = 2 смены в сутки;
· Годовая доля рабочих дней в календарных: f = 0,7;
· Величина партий деталей:
| Обработочная, шт | n = 175 |
| Транспортная (передаточная) | p = 25 |
· Технологический процесс обработки:
| № операции | Норма времени t шт, мин | Рабочих мест С |
| 2,9 | ||
| 1,8 | ||
| 3,3 | ||
| 2,0 | ||
| 1,1 | ||
| 2,4 | ||
| 0,9 |
· Средняя продолжительность межоперационных перерывов t мо (в расчете на передаточную партию):
- при последовательном виде движения партии: 90 мин;
- при параллельно-последовательном виде движения партии: 30 мин;
- при параллельном виде движения партии: 5 мин;
Требуется рассчитать длительность технологических и производственных циклов простого процесса при последовательном, параллельно-последовательном и параллельном видах движения партий деталей в производстве. Построить в масштабе графики производственных циклов простого процесса. Сделать выводы о влиянии вида движения на длительность производственного цикла.
Расчет длительностей технологических и производственных циклов.
Последовательный вид движения деталей.
Сущность последовательного вида движения заключается в том, что каждая последующая операция обработки деталей начинается только после окончания обработки всей партии на предыдущей операции.
Длительность технологического процесса:
где
m – число технологических операций;
n – обработочная партия, штук;
ti – норма времени i -ой операции, мин/штуку;
ci – фронт работ (число рабочих мест) на i -ой операции.

Длительность производственного цикла:

где
S – продолжительность рабочей смены, мин;
q – режим работы участка (число смен в сутках);
f – коэффициент перевода календарных дней в рабочие;
T П – длительность технологического процесса, мин;
m – число технологических операций;
t мо – средняя длительность межоперационного перерыва, мин;
T ест – длительность естественных процессов.
График передвижения деталей представлен на рис. 1.
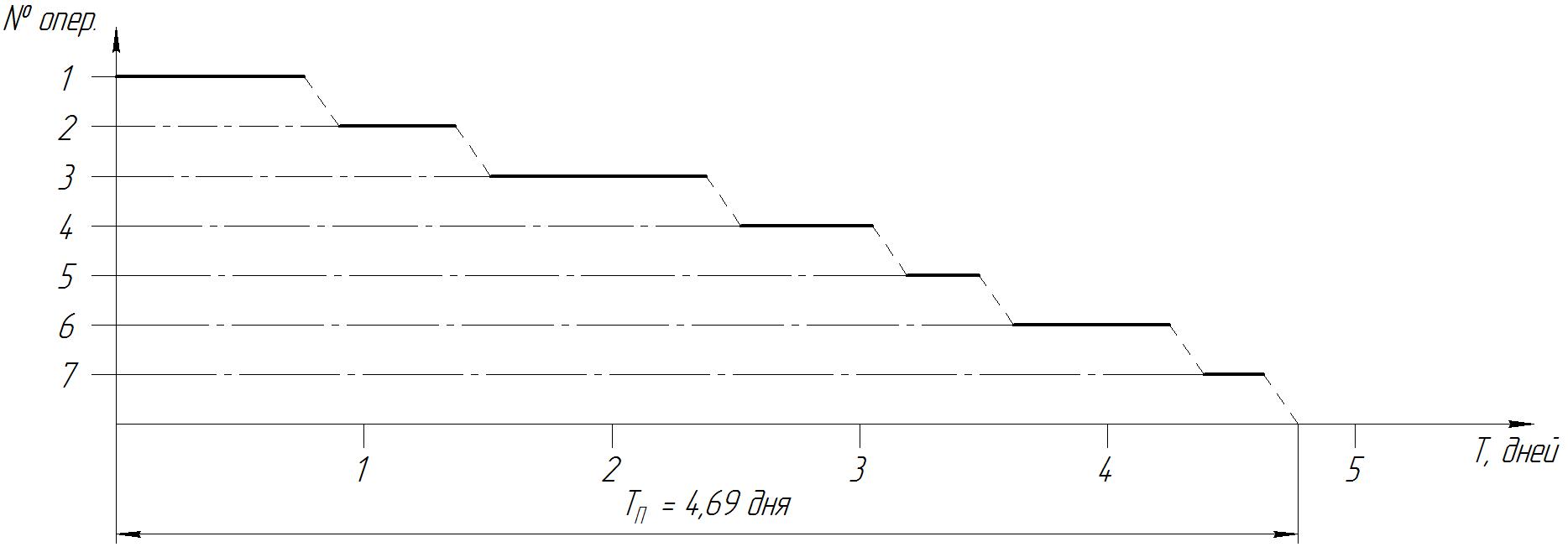
Рис.1. График движения деталей.
Длительность производственного процесса, определенная по графику:

Погрешность графического определения времени производственного цикла:


