 2015-03-08
2015-03-08 612
612Для повышения твердости и прочности углеродистой стали используют закалку в воде. Температуру под закалку выбирают исходя из диаграммы состояния Fе-С. Продолжительность нагрева зависит от формы и размеров нагреваемых образцов или деталей.
После закалки на мартенсит углеродистая сталь имеет высокую твердость (58-62 HRC), но низкую пластичность. Кроме того, в процессе закалки возникают довольно значительные закалочные напряжения. Поэтому закалка углеродистых сталей не является окончательной обработкой.
Закалочные напряжения подразделяются на:
1. Термические (тепловые);
2. Фазовые (структурные).
Напряжения, которые возникают в результате неравномерности охлаждения детали по сечению, называют термическими. Напряжения, возникающие в результате структурных превращений (в данном случае мартенситных) в охлаждаемой детали, называют фазовыми. Возникновение фазовых напряжений при закалке обусловлено двумя причинами:
1. Удельный объем мартенсита больше, чем удельный объем аустенита.
2. Неодновременное протекание мартенситного превращения в поверхностных и внутренних слоях детали.
Рассмотрим процесс возникновения закалочных (термических и фазовых) напряжений подробнее.
В начальном промежутке времени поверхностные слои охлаждаются быстрее, чем внутренние. Это приводит к неравномерности изменения объема: поверхностные слои сжимаются быстрее, чем внутренние, т.е. внутренние слои препятствуют сжатию внешних. Вследствие этого в поверхностных слоях возникают растягивающие, а во внутренних - сжимающие напряжения. При охлаждении поверхностных слоев до 240 °С в них начинается мартенситное превращение, в результате чего увеличивается объем, а внутренние слои продолжают сжиматься. Фазовые напряжения на этом этапе противоположны по знаку температурным напряжениям. В результате сжатия внутренних слоев и расширения поверхностных слоев закалочные напряжения немного уменьшаются.
Через некоторый промежуток времени во внутренних слоях начинает протекать мартенситное превращение, что приводит к увеличению их объема. При этом растягивающие напряжения в поверхностных слоях значительно возрастают.
При дальнейшем понижении температуры растягивающие напряжения в поверхностных слоях несколько ослабляются, но сохраняются и после полного охлаждения.
Таким образом, следует обратить внимание на то, что: 1) закалочные напряжения получаются наибольшими не после окончательного охлаждения, а в процессе самого охлаждения и могут вызвать коробление детали; 2) в поверхностных слоях возникают значительные растягивающие напряжения, которые могут привести к появлению трещин (сжимающие напряжения трещин не вызывают).
Для уменьшения или полного устранения закалочных напряжений, а также для повышения пластичности стали после закалки проводят отпуск. В зависимости от температур нагрева различают 3 вида отпуска: низкий, средник и высокий.
Низкий отпуск заключается в нагреве закаленной стали до температуры 150-250 °С. Время выдержки зависит от формы и размеров детали. Выдержка должна обеспечить получение стабильной структуры при данной температуре отпуска. При низком отпуске мартенсит закалки превращается в мартенсит отпуска (см. атлас микроструктур). Это превращение связано с уменьшением степени тетрагональности мартенсита, которое происходит за счет выделения углерода из мартенсита в виде карбидных частиц Fе2С, когерентно связанных с твердым раствором. Структура стали после низкого отпуска состоит из мартенсита с меньшим содержанием углерода, чем исходный мартенсит, и мелких карбидных частиц.
Низкий отпуск предназначен для частичного снятия внутренних закалочных напряжений без заметного снижения твердости. Этому виду отпуска подвергают детали, которым требуется высокая твердость и износостойкость (режущий и мерительный инструмент, детали, прошедшие цементацию, поверхностную закалку и т.д.).
Средний отпуск заключается в нагреве закаленной стали до температуры 350-450 °С. При таких температурах диффузионное перераспределение углерода в стали активизируется. Углерод покидает кристаллическую решетку мартенсита. Происходит образование мелких устойчивых частиц карбида FезС сферической формы. Выделение избыточного углерода из решетки мартенсита приводит к образованию феррита.
Получаемая после среднего отпуска структура называется трооститом отпуска. В отличие от троостита, полученного после закалки в масле, троостит отпуска имеет зернистое строение высокой дисперсности (рис. 16.1).
В процессе среднего отпуска происходит уменьшение закалочных напряжений. Наблюдается повышение упругих свойств стали, некоторое снижение твердости и прочности. Этому виду отпуска подвергают рессоры и пружины.
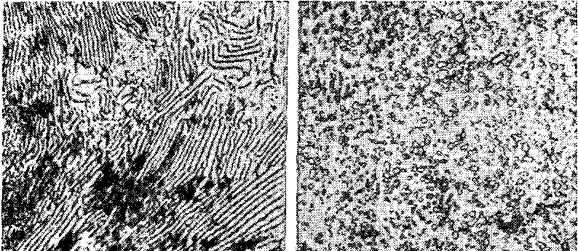
Рисунок 16.1 – Пластинчатая (а) и зернистая (б) феррито-цементитная смесь
Высокий отпуск заключается в нагреве закаленной стали до температуры 500-650°С. Получаемая после высокого отпуска структура сорбита отпуска представляет собой феррито-цементитную смесь зернистого строения средней степени дисперсности (см. атлас микроструктур). Высокий отпуск обеспечивает полное снятие закалочных напряжений и дает наилучшее сочетание твердости, прочности, пластичности и ударной вязкости. Термообработка, состоящая из закалки и высокого отпуска, называется термическим улучшением стали. Термическому улучшению подвергают ответственные детали машин, изготовленные из углеродистых конструкционных сталей, испытывающие в эксплуатации статические, ударные и знакопеременные нагрузки. Термическое улучшение позволяет понизить чувствительность к надрезам и перекосам, к конструктивным переходам от одного сечения к другому, к изменению размеров детали и т.д.
Таблица 16.1 – Виды и применение отпуска закаленных сталей
| Вид отпуска | Температура отпуска, 0С | Структура | Применение |
| Низкий отпуск | 150-250 | Отпущенный мартенсит | Металлорежущий, деформирующий и мерительный инструмент |
| Средний отпуск | 350-450 | Троостит отпуска | Пружины, рессоры и т.д. |
| Высокий отпуск (улучшение) | 550-650 | Сорбит отпуска | Тяжелонагруженный детали в машиностроении и других областях техники |
Таким образом, для получения заданной твердости у одной и той же стали можно использовать охлаждение аустенита с заданной скоростью или закалку и отпуск. При одинаковой твердости, которая определяется степенью дисперсности феррито-цементитной смеси, обработка по второму варианту обеспечивает более высокую пластичность стали и лучшее сопротивление развитию трещины. Это объясняется тем, что при такой термической обработке феррито-цементитная смесь имеет зернистое строение.








