 2015-03-08
2015-03-08 3304
3304Упрочнение металла под действием холодной пластической деформации называется наклепом или нагартовкой. При этом изменяется строение металла: искажается кристаллическая решетка и деформируются зерна, т. е. из равноосных они превращаются в неравноосные (в виде лепешки, блина, рис. 1). Это сопровождается увеличением твердости и прочности в 1,5 – 3 раза. Возникающие в наклепанном слое напряжения сжатия повышают сопротивление усталости. Упрочнение поверхности пластическим деформированием повышает надежность работы деталей, снижает чувствительность к концентраторам напряжений, повышает сопротивление изнашиванию и коррозионную стойкость, устраняет следы предыдущей обработки.
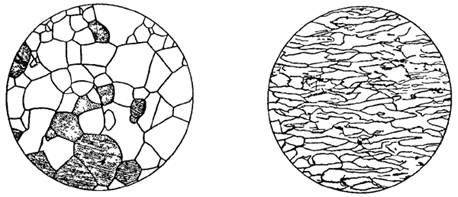
а б
Рис. 1. Влияние пластической деформации на микроструктуру металла:
а – до деформации; б – после деформации
Большинство операций упрочнения могут выполняться на универсальных металлорежущих станках (токарных, строгальных, сверлильных) с использованием простых по конструкции приспособлений. Эти операции упрочнения наиболее эффективны для металлов с твердостью до НВ250 – 280.
Накатка роликами и шариками – операция, при которой стальной закаленный ролик (шарик), обкатывая упрочняемую поверхность при заданной нагрузке (нажатии), деформирует, т. е. сминает поверхностный слой металла на определенную глубину (рис. 2). Происходит упрочнение – наклеп. Глубина упрочненного слоя – 0,5 – 2,0 мм. Этим методом в основном упрочняются детали типа тел вращения (валы, оси, гильзы) или имеющие значительные по размерам плоские поверхности.
Дробеструйная обработка – операция, при которой частицы твердого металла (дробь), вылетая из дробемета с большой скоростью (90 – 150 м/с), ударяют по упрочняемой поверхности, и происходит ее наклеп. Прочность, твердость и предел усталости повышаются. Толщина упрочненного слоя составляет 0,2 – 0,4 мм. Дробеструйному наклепу подвергают пружины, рессоры, зубчатые колеса, валы торсионные и т. п. Например, рессорные листы после термообработки перед сборкой в пакет подвергают дробеструйному наклепу, что значительно увеличивает срок службы рессоры (в три – пять раз).
 |
Дробеструйная обработка является конечной технологической операцией для деталей после механической и термической обработки. Оборудованием являются дробеметы. Наиболее распространены механические дробеметы, имеющие большую производительность. Дробь – частицы шарообразной формы из твердой стали или белого чугуна. Дробеструйная обработка нормализованной стали марки 20 увеличивает твердость на 40 %, а стали марки 45 – на 20 %; остаточное напряжение сжатия в поверхности – до 80 МПа.
Рис. 2. Схемы обкатывания (а, б) и раскатывания (в, г) поверхностей
 Дробеструйную обработку применяют как эффективный метод повышения выносливости изделий из кованой и литой стали, для упрочнения высокопрочных чугунов.
Дробеструйную обработку применяют как эффективный метод повышения выносливости изделий из кованой и литой стали, для упрочнения высокопрочных чугунов.
Эти методы упрочнения наиболее распространены в машиностроении. Кроме них используются вибронакатывание (рис. 3), калибровка отверстий (рис. 4), алмазное выглаживание и др.
 |
Рис. 4. Схемы калибровки отверстий: а – шариком; б, в – дорном

