 2015-04-12
2015-04-12 1839
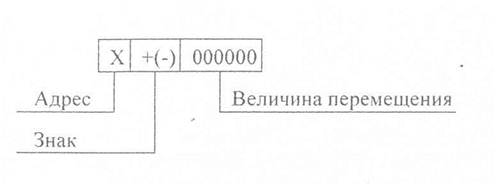
1839Формат слова, задающего функцию перемещения, содержит адреса: X, Z, 1LK, знаки "+" или "-" и шесть десятичных цифр и имеет вид:
Способы задания величины инаправления перемещений определяются видом интерполяции на данном участке обработки.
6.5.7.Программирование перемещений при линейной интерполяции.
При линейной интерполяции в кадре УП можно запрограммировать только один отрезок прямой. В этом случае кадр будет включать подготовительную функцию (см. таблицу 1) и параметры перемещения по координатам X и Z.
При обработке цилиндрической поверхности перемещение осуществляется только по координате Z. При обработке торцевой поверхности - по координате X. При обработке конической поверхности перемещение инструмента осуществляется сразу по двум осям - Z и X.
Направление перемещения инструмента положительно (+), если движение осуществляется от шпинделя (по оси Z) или от оси вращения шпинделя (по оси X). Противоположные движения принято считать отрицательными (-).
Величина перемещения задается в импульсах (дискретах).
|
|
|
Один импульс по оси Z равен 0,01мм, а по оси X - 0,005мм.Способы задания величин перемещения в каждом случае зависят от выбранной системы координат (абсолютной или относи -
тельной).
При работе в относительной системе координат (G26)по
адресам Z и X указывается величина перемещения, соответствующая приращениям Z иX на данном участке траектории.
При работе в абсолютной системе координат (G27) по адресам Z и X указывается величина перемещения,.соответствующая абсолютным координатам начальной точки в выбранной системе координат. Началом координат может быть "О" станка или "0" детали.
"0" станка - точка, принятая за начало отсчета в системе координат станка.
"0" детали - точка на заготовке, относительно которой заданы размеры заготовки.
6.5.9. Программирование перемещения инструмента в "0" детали.
Поскольку при составлении программы заранее неизвестно положение «0» станка, необходимо предусматривать возможность смещения нуля детали в процессе обработки конкретной детали. Под смещением нуля понимается перемещение инструмента из положения «0» станка в положение «0» детали. Смещение нуля осуществляется только в абсолютной системе координат (G27) при задании подготовительной функции (G5S). Подготовительную функцию G58 нельзя задавать в одном кадре с коррекцией инструмента (адрес L), так как смещение нуля представляет собой один из видов коррекции - коррекцию нулевой точки станка. Переход из «0» станка в «0» детали всегда осуществляется в отрицательных направлениях по обеим координатам (Z и X). Величина изнак смещения нуля определяются оператором при наладке станка на обработку конкретной детали и набираются на декадных переключателях «Смещение 0z «и «Смещение 0х» на пульте УЧПУ станка. Поэтому для смещения нуля нужно задать функцию G58 и Х+000000, Z+000000. Смещение нуля отрабатывается со знаком, обратным набранному на соответствующем декадном переключателе.

