 2015-04-12
2015-04-12 455
455Сейчас матрёшки делают в различных мастерских. Чтобы изготовить матрёшку требуется большое мастерство. Сначала подбирают подходящий вид древесины. Из-за мягкости в основном выбирают липу, реже ольху или берёзу. Деревья обычно срубают ранней весной, снимают кору, но не полностью, чтобы во время сушки древесина не давала трещин. Затем тщательно складируют брёвна и хранят несколько лет в хорошо вентилируемом месте, чтобы они высыхали. К обработке древесины необходимо приступать тогда, когда она не сухая, но и не сырая. Каждая заготовка проходит более десятка операций. Самую маленькую куклу — неразборную — делают первой.
Когда «малышка» готова, мастер начинает следующую фигурку, в которую войдёт первая. Заготовка необходимой высоты обрабатывается и разрезается на верхнюю и нижнюю части. Первой делается нижняя часть. Затем удаляют древесину изнутри обеих частей второй куклы так, чтобы меньшая кукла плотно вставлялась внутрь. Потом он повторяет процесс, делая немного бо́льшую куклу, в которую войдут две предыдущие. Количество кукол колеблется от 2 до 60. Когда готова каждая кукла, её покрывают крахмальным клеем, чтобы залить все шероховатости. После окончательной сушки и полировки, гладкая поверхность позволяет художнику равномерно нанести краски.
| Материал: липа, осина. | ||||
| П/п | п/п | Последовательность выполнения работ | Оборудование и инструмент | Графическое изображение |
| I | Выбор заготовки без сколов и сучков. | Заготовка | 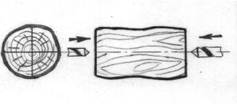
| |
| Отрезать заготовку по длине под прямым углом | Верстак столярный, ножевка, линейка, карандаш, мел, электродрель, сверло. | |||
| Найти центры на торцах и засверлить 2 отверстия диам. 4…5мм на глубину 8-10мм. | ||||
| Выполнить пропил через центр отверстия на одном из торцов на глубину 5…3мм. | Верстак, ножевка, линейка, карандаш | 
| ||
| II | Установить заготовку на станок: 1)Отесать 1 конец заготовки на конус, если ее диаметр превышает диаметр стакана трезубца. 2)Забить заготовку киянкой в трезубец (в зажиме на верстаке), пока боковые острия надежно не войдут в торец заготовки (со стороны пропила). 3) Подвести заднюю бабку, зажать заготовку вращающимся центром и застопорить его с помощью зажима. 4) Установить подручник. 5) Сделать пробный оборот заготовки вручную. | Токарный станок, топорик столярный или рубанок, подкладная доска, трезубец, вращающийся центр, киянка, верстак. | 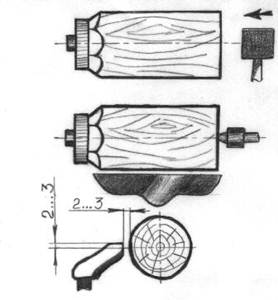
| |
| Черновую обработку выполнять на самых малых оборотах станка! Проточить полукруглой токарной стмеской см. N1 (на фото.) до максимального или нужного диаметра по всей длине с припуском 2…3мм. | ТСД- 120, стамеска полукруглая, штангенциркуль, эскиз. | 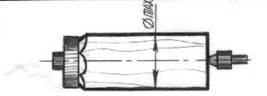
| ||
| Проточить форму пропорционально форме матрешки по эскизу, немного (10 мм.) удлинить и выдержать цилиндрическую поверхность средней части. Стамески N1,2,3,4,6 (на фото). Выточить цилиндрические бобышки с двух концов заготовки 30…40 мм., диаметром 30…35мм. | ТСД- 120, стамески N1,2,3,4,6, эскиз, штангенциркуль. | 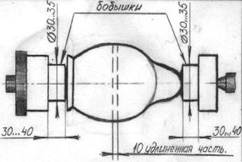
| ||
| Выполнить проточку стамеской прямой N5 (на фото.) на глубину 3…4 мм. По эскизу. Поднутрить боковые стенки к центру стамеской косой. | ТСД- 120, стамески N5, 4, эскиз. | 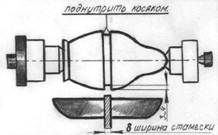
| ||
| Зачистить заготовку наждачной бумагой, затем березовой илисосновойрейкой. | ТСД-120, наждачнаябумага,рейка. | |||
| Убрать подручник. Вращая вручную заготовку, распилить мелкозубой пилой на две части. Не допускать сколов лицевой поверхности. | ТСД-120, луковаяпила. | 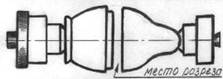
| ||
| Детали снять со станка, и не повреждая лицевую поверхность, отрезать концы за готовок, оставляя бобышки. | Верстак, стусло, лучковая пила. | 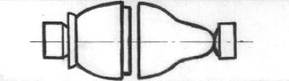
| ||
| Снять заднюю бабку. Зажать деталь за бобышку в патрон без биения. Установить подручник параллельно торцу детали. Засверлить стамеской N7(на фото.) отверстие на глубину 4…5 мм. Меньше длины детали; по центру. Если диаметр заготовки мал, то засверлить сверлом, установив его в пеноль задней бабки. Учесть толщину стенки заготовки. | ТСД – 120, токарный патрон, стамеска N7, штангенциркуль, мел, карандаш. | 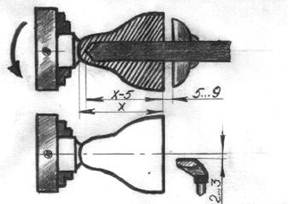
| ||
| Расточить стамеской N6 (на фото.) от центра к краям детали отверстие, повторяя наружный контур. Подогнать внутреннюю посадку по наружной второй части детали. Убрать подручник и зачистить заготовку наждачной бумагой. | ТСД-120, стамески N2,4,6, наждачная бумага, штангенциркуль, карандаш. | 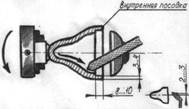
| ||
| Разрезать заготовку на станке лучковой пилой, вращая деталь вручную. | ТСД-120, лучковаяпила. | 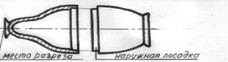
| ||
| Закруглить и зачистить конец первой детали в руках. | Напильник, наждачная бумага. | 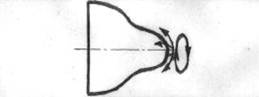
| ||
| Операции 8 и 9 повторить для второй части детали. | См.8,9. | 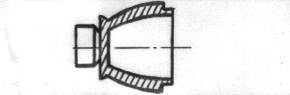
| ||
| Подогнать детали встык на малых оборотах токарного станка или вращая деталь вручную. Поджимать деталь можно с помощью приспособления с полусферическими углублениями. | ТСД-120, наждачная бумага, приспособление. | 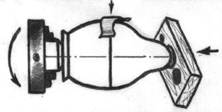
| ||
| Отрезать заготовку лучковой пилой на станке, вращая патрон вручную. | ТСД-120, лучковаяпила. | 
| ||
| Зачистить дно второй детали на бруске с наждачной бумагой. | Брусок с наждачной бумагой | 
| ||
| III | Для изготовления меньшей матрешки замерить глубину двух частей и вычесть глубину захода посадочного диаметра. Выполнить эскиз с размерами. Замерить внутренний верхний диаметр, внутренний нижний диаметр и средний. Все размеры на эскизе указать меньшена 2..3мм. При изготовлении увеличить длину «С» на величину «Н» размера соединительнойп осадки. | Штангенциркуль, карандаш, линейка, бумага. | 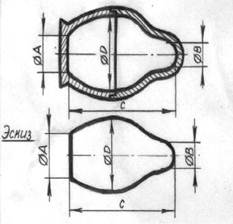
| |
| IV | Изготовление следующих заготовок для матрешек производить по этой же технологии. | Технологическая карта. | ||
| V | Роспись матрешек см. теоретическую часть. 2. Нанести контуры карандашом. 2.Роспись красками. | Рисунки, карандаш, тушь, гуашь, кисть, шило. | ||
| VI | Покрыть прозрачным нитролаком 2..3слоя. | НЦ-лак, кисть, шило. |








