 2015-05-05
2015-05-05 403
403Вариант 2
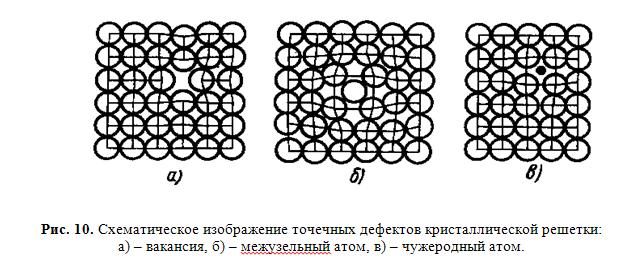
Вопрос кристаллические решетки дефекты
Вопрос 3
Технологическая схема производства на специализированных участках с современными толстолистовыми станами включает следующие основные операции:
— нагрев слябов в методических нагревательных печах и слитков в рекуперативных нагревательных колодцах до 1100—1250 °С;
— прокатку слябов или слитков в толстые листы с заданными температурноскоростными и деформационными режимами, обеспечивающими требуемое качество готового проката. Широкие толстые листы прокатывают с уширением слябов и слитков. Первые один—три пропуска сляб прокатывают продольно для расплющивания концов с целью компенсации бочкообразной формы раската, образующейся в последующих уширительных пропусках. Затем сляб разворачивают на 90° и проводят поперечную прокатку (уширение) за один или несколько проходов в клети. При достижении требуемой ширины (с учетом припуска на обрезку кромок) раскат снова разворачивают на 90° и прокатывают в продольном направлении до требуемой толщины;
— отделку и термообработку листов, включая обрезку переднего и заднего концов раската, правку, нормализацию, охлаждение, обрезку боковых кромок, резку на мерные длины, маркировку, дефектоскопию, закалку с отпуском, доотделку (при необходимости после дефектоскопии и термообработки) и выдачу на склад готовой продукции.








