2015-05-05
2015-05-05 970
970Компактная формовочная линия для средних и мелких цехов чугунного и цветного литья разработана фирмой HWS. Преимуществом компактной линии являются не только более низкие капиталовложения, но и меньшие занимаемые рабочие площади и меньшие затраты энергии. К качеству формовочной смеси не предъявляются особенные требования.
Процесс уплотнения формы «СЕЙАТСУ» осуществляется следующим образом:
Опока и наполнительная рамка устанавливаются на модельную оснастку. Затем наполняются приготовленной формовочной смесью. Уплотняющее устройство, состоящее из кожуха с гидравлическим прессом, сверху плотно перекрывает опоку.
Кратковременно открывается подача сжатого воздуха. Воздух протекает через формовочную смесь сверху до модельной плиты и уходит через венты в держатель подмодельной плиты. Поток воздуха давит на частицы песка с усилением вниз - в сторону модели. По этой причине наибольшее уплотнение достигается вблизи модели.
Прочность формы уже после предварительного уплотнения потоком воздуха весьма высокая. Последующее уплотнение плоской прессовой плитой или с многоплунжерной головкой обеспечивает высокие результаты уплотнения формы, удовлетворяющие требования получения качественных форм. Уровень шума при уплотнении ниже 85 дВ.
|
|
|
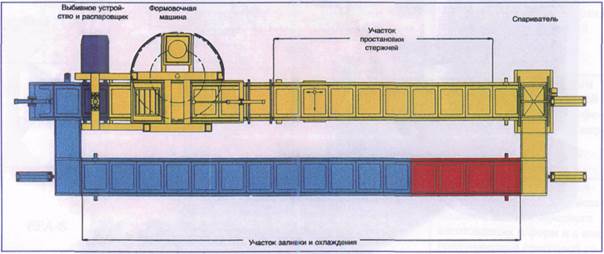
Уплотненные формы кантуются и проходят участок простановки стержней. В верхней опоке высверливается литниковая воронка.
На конце участка простановки стержней находится спариватель. Вокруг двойной барабанообразной рамы спаривателя имеется втулочно-роликовая цепь, на которой висит передвижная тележка. Под кантователем расположено устройство подъема нижней опоки. Верхняя опока эксцентрично транспортируется в кантователь, кантуется при повороте на 180° и поднимается. Одновременно втулочно-роликовая цепь тянет передвижную тележку по наклонному направляющему рельсу в барабан. Нижняя опока транспортируется на передвижную тележку, поднимается подъемным устройством под верхнюю опоку и затем спаренная форма опускается. Обратным поворотом барабана передвижная тележка с формой передается на участок заливки и охлаждения. Этот универсальный спариватель может быть заменен на традиционно применяемые устройства для спаривания полуформ.
Готовая к заливке форма транспортируется рольгангом на позицию заливки и заливается. После прохода участка охлаждения передвижная тележка транспортирует остывающую форму по наклонному рельсу на участок формовки.
В начале участка формовки находится выбивное устройство, выдавливающее ком смеси из опоки на выбивную решетку (или подобную установку). Затем специальным механизмом очищаются внутренние стенки опок и опоки верха и низа распариваются. Цикл завершен.