 2015-05-05
2015-05-05 405
405
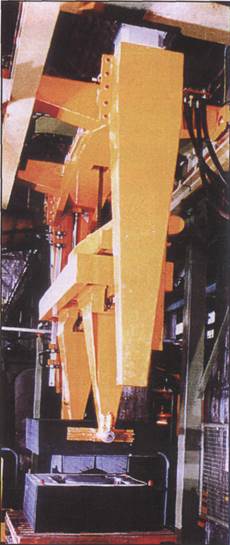
При использовании этого механизма (SV) операция окрашивания больших литейных форм значительно упрощается. Литейная форма фиксируется механизмом на любом уровне подъема и наклона. Позиции могут изменяться оператором в зависимости от требования удобства нанесения краски. Позиционирование механизма может осуществляться в автоматическом режиме и в ручном. Электрические, механические и гидравлические системы обеспе-чивают безопасность и гарантируют
высокую надежность в работе при очень больших формах.
 Устройство подвешивается к подъемному крану.
Устройство подвешивается к подъемному крану.
Подъемом литейной формы, ее поворотом и фикса-
цией управляют из кабины крана либо с наземного
кнопочного пульта, объединенного с управлением
подъемным краном. Подвеска к крану компенси-
рует неуравновешенность литейной формы и
обеспечивает безопасность работы с поднимаемым
грузом.
Устройство MV имеет ручное управление и обеспечивает подъем формы, поворот на 180 ° и фиксацию в нужном положении. Оператор изменяет положение формы по своему желанию и при работе в автоматическом режиме. Устройство имеет зажимы, адаптирующиеся к литейной форме, ее наклону.
Станция SV применяется для больших форм (см. рисунок вверху).
Станция SR используется для литейных форм небольшого размера и для серийного производства. Применяется в основном для безвоздушного нанесения покрытия и при использовании антипригарных красок в аэрозольной упаковке.
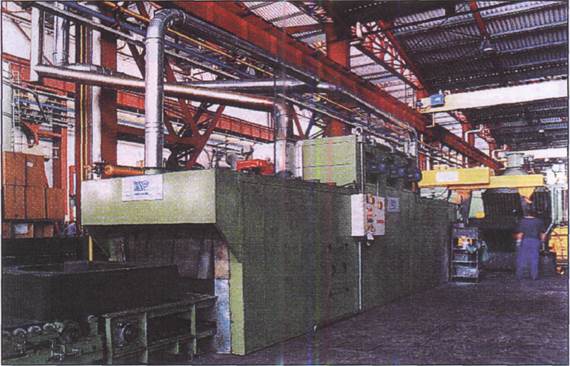
3.5.4. Агрегаты для подсушки форм (крупных стержней) после окраски антипригарными красками на водной основе
Для подсушки после окраски форм антипригарными красками на водной основе применяются быстродействующие сушильные печи туннельного типа. Они могут использовать различные источники тепла: циркуляцию горячего воздуха, инфракрасное излучение. Источником энергии может быть или газ или электричество. Эффективность работы сушильных печей достигается применением автоматически закрывающихся дверок печи.
Длина сушильной печи определяется технологическим циклом подсушки форм.
Иногда сушильные печи устанавливаются для подогрева формы или крупного стержня до нанесения антипригарного покрытия. Это делается для того, чтобы предотвратить образование поверхностных дефектов на форме (стержне) из-за незавершившегося процесса полимеризации связующего Горячая поверхность формы (стержня) также улучшает проникновение краски и повышает скорость высыхания.
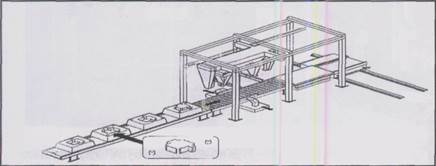 Пример организации
Пример организации
участка сборки форм
под заливку
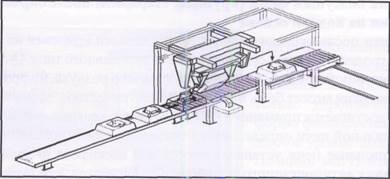
 3.5.5. Механизмы ф. IMF для сборки (закрытия) форм
3.5.5. Механизмы ф. IMF для сборки (закрытия) форм
 |
Манипулятор для тяжелых и средних форм
 Крановый манипулятор для тяжелых, больших форм
Крановый манипулятор для тяжелых, больших форм
Манипулятор для сборки под заливку небольших, легких форм








