 2015-05-05
2015-05-05 1937
1937Испытание на уплотняемость дает объективную возможность экспериментального определения степени влажности формовочной смеси без ограничений относительно сухой и влажной чувствительности. Позволяет определить относительное содержание воды и сравнивать свойства разных формовочных смесей. Это важно для оценки свойств разных литейных формовочных смесей, особенно смесей, используемых для проверки связующих глин, а также для крахмальных крепителей и материалов, подобных им. Показания испытаний связующих сил глины при уплотняемости 45 -50% означает пригодность смеси для ручной формовки. Степень влажности смеси, приготавливаемой в лабораторном смесителе, должна быть отрегулирована на постоянную уплотняемость 45%. Для нескольких смесей с разным содержанием воды значения свойств должны быть
 показаны пени влажности, соответствующей уплотняемости 45%. Графики позволят определить потребность воды для формовочной смеси с определенной связующей глиной. Субъективность ручного испытания устраняется и создается возможность в любое время воспроизвести степень влажности смеси
показаны пени влажности, соответствующей уплотняемости 45%. Графики позволят определить потребность воды для формовочной смеси с определенной связующей глиной. Субъективность ручного испытания устраняется и создается возможность в любое время воспроизвести степень влажности смеси
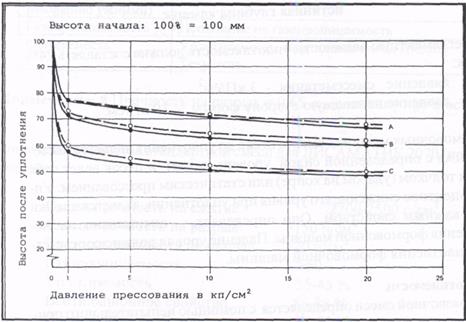
А - 3,85 % воды. В - 4,25 % воды, С - 4,9 % воды. независимо от
∞ - формовочная смесь, просеянная через сито с яч. 3 мм добавленного коли-
О - формовочная смесь не просеянная. чества воды. Кон-
кретное состояние свежей формовочной смеси означает определенную степень влажности и соответствующую уплотняемость.
Диаграмма показывает уплотняемость свежей формовочной смеси с разными степенями влажности при различных усилиях сжатия. Из диаграммы видно, что степень влажности является решающим параметром, причем степень значения усилия сжатия оказывается переоцененной почти во всех случаях.
Примечание:
ТЕКУЧЕСТЬ - способность формовочной смеси обеспечить форме идеальные газопроницаемость и прочность.
ВОЗДУШНОСТЬ Измеренный показатель газопроницаемости формы в сравнении с идеальной газопроницаемостью.
СЦЕПЛЯЕМОСТЬ Измеренный показатель прочности формы в сравнении с идеальной прочностью.
Текучесть. Свойства, которые следует регулярно проверять в формовочной смеси, это: размер зерен, газопроницаемость и прочность. Свойства эти являются общеизвестными методами классификации. Размер зерен обычно означает средний размер зерен. Кроме этого обычно дается распределение на сите после ситового анализа.
Значение газопроницаемости переоценивалось в прошлом. Главной целью была получение высокой проницаемости. При этом возникали проблемы, которых не встречали при употреблении смесей с низкой газопроницаемостью: проникновение жидкого металла, ошибочно названное "пригаром", плена расширения, слишком высокая текучесть как результат употребления ровно распределенных круглых зерен.
Употребление слишком прочной формовочной смеси приводит к браку форм из-за низкой ее текучести.
Эффективная проверка смеси дает необходимую информацию о структуре и свойствах формовочной смеси, из которых важным является текучесть. Преимущество эффективного контроля формовочной смеси состоит в том, что оно основано на физических свойствах данной смеси. Таким образом, получаются истинные параметры, а не простые правила опыта и практики, которые не всегда являются надежными. (Общеизвестная практика - сжатие формовочной смеси рукой. Потом нужно разломить образец надвое. Длительный опыт позволял судить таким образом о состоянии смеси. Этот метод не является надежным и не дает фиксированных объективных значений).
Чаще всего проверяемыми свойствами являются влажность, газопроницаемость и прочность на сжатие в сыром состоянии. Литейные заводы, которые использовали только эти методы испытания формовочной смеси, заметили, что брак форм и отливок менялся, хотя свойства эти были постоянными длительный период. В один период формовочная смесь давала хорошие результаты и количество брака было низким, а в другой период получились значительные потери из-за состояния формовочной смеси.
Причиной этому часто является тот факт, что проба в виде столбикового образца, на которой испытываются физические свойства, не дает достаточной информации о состоянии и структуре формовочной смеси.
Существует ряд различных методов измерения текучести формовочной смеси. Среди специалистов есть общее мнение о том, что текучесть зависит от формы и распределения зерен, от качества и типа глины и от процента влажности.
Текучесть меняется с изменением прочности формовочной смеси. Прочная формовочная смесь дает низкую текучесть, а смесь низкой прочности дает хорошую текучесть. Надо пойти на компромисс: целью являются одновременно и подходящая текучесть, и достаточная прочность.
Текучесть песка описана как его способность "двигаться" или поддаваться трамбовке, сотрясению или прессованию для получения формы нормальной газопроницаемости, прочности и твердости.
Среди разных формовочных смесей смесь с низким содержанием крепителей имеет самую высокую текучесть. Острозернистый песок придает смеси меньшую текучесть. Песок с высокой текучестью заполняет форму ровно и правильно, не требуя сильного прессования. Высокая текучесть является желательной для обеспечения однородной плотности форм. Слишком плотное состояние песчаных зерен является вредным. При очень плотном состоянии окруженные тонкой пленкой глины зерна подвергаются прямому воздействию тепла во время заливки. Поскольку они не могут свободно расширяться, они образуют плену расширения с проникновением в металл и образованием ужимин. Текучесть имеет оптимальное значение, она должна удерживаться строго в определенных пределах.
Воздушность. С точки зрения текучести, идеальная формовочная смесь - это смесь, в которой зерна расположены равномерно, однородно, чтобы воздушный промежуток между зернами был одинакового размера, независимо от силы прессования. Предположим, что зерна - шары. Все они имеют гладкую поверхность и один и тот же диаметр. Если наполнить ящик шариками, они самостоятельно распределяются однородно и плотно. Несмотря на силу трамбовки или прессования, шарь:: нельзя прижать ближе друг к другу. Другими словами - это смесь с максимальной текучестью. Пустые места между зернами или шарами также не меняют размеров, независимо от степени трамбовки. Это означает воздушность 100%. Но если добавить количество очень маленьких шаров одинаковой величины к первым шарам или зернам, получается совершенно другая картина. В этом случае мы никогда не получим распределения зерен с высокой плотностью и однородными пустотами между ними, несмотря на сильное сотрясение или сжатие, которому подвергается смесь. Если зерна не уплотнены самым тщательным образом, промежутки между ними, в зависимости от трамбовки, будут различными, а это ведет к снижению воздушности. С этой точки зрения воздушность песка зависит от формы и распределения песочных зерен.
|
Действительный размер зерна не является таким же важным, как относительный размер каждой партии песка по сравнению с другими. Можно ждать хорошей воздушности в однородном и мелкозернистом песке, но грубый песок может также обладать хорошей воздушностью. Круглые зерна дают более высокую воздушность, чем угловатые зерна, так как круглые зерна легче формируютсамую плотную структуру.

