 2015-04-20
2015-04-20 289
289В процессе статической настройки инструмент устанавливается при неработающем станке в такое положение, чтобы при обработке первой заготовки обеспечить соблюдение рабочего настроечного размера  . Размер статической настройки
. Размер статической настройки  определяется соотношением
определяется соотношением
 .
.
При определении величины и знака поправки  нужно учитывать два основных фактора.
нужно учитывать два основных фактора.
1. Отжимы инструмента  , которые могут иметь место на предполагаемых режимах резания.
, которые могут иметь место на предполагаемых режимах резания.
2. Высоту неровностей  на обрабатываемой поверхности. Например, для наружного обтачивания (рис. 14.5)
на обрабатываемой поверхности. Например, для наружного обтачивания (рис. 14.5)
 ,
,  .
.
Статическая настройка обычно производится при помощи эталонов, которые устанавливаются в приспособление вместо обрабатываемой заготовки (рис. 14.6). Часто вместо эталона используют уже обработанную и тщательно проверенную деталь.
При выполнении строгальных и фрезерных работ настройка производится по специальным установкам (габаритам) I с помощью мерных пластинок или щупов 2 (рис. 14.7). Установы проектируются вместе с приспособлением и устанавливаются на его корпусе.
Для определения поправки необходимо знать жесткость системы и действующие усилия. Поскольку эти величины колеблются порой в широких пределах, то погрешность определения поправки может быть достаточно большой. Поэтому статическая настройка в чистом виде может быть использована для обработки не точнее чем по II квалитету точности. При более точных работах после статической настройки производится, корректировка положения инструмента после обработки пробных заготовок.
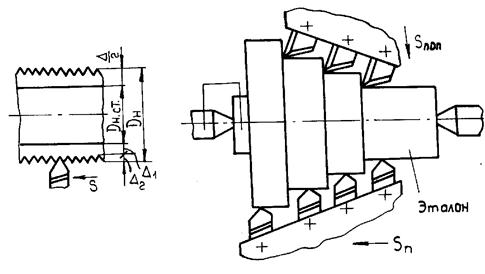
| Рис. 14.6. Статическая настройка по эталонной детали |
Рис. 14.5. К определению размера
статической настройки
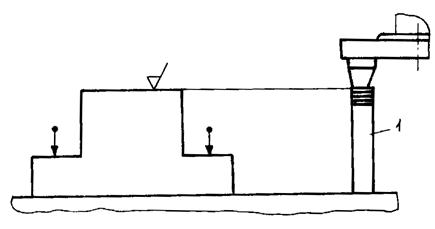
Риc.14.7. Статическая настройка по габариту








