 2015-05-06
2015-05-06 1549
1549Статистическое регулирование технологического процесса заключается в измерении отклонения соответствующих параметров технологического процесса на протяжении некоторого промежутка времени.
Статистическое регулирование осуществляется посредством построения контрольных карт (так называемых карт Шухарта — по имени американского инженера, разработавшего их в 20-е годы).
Для построения контрольной карты используются следующие величины:
т — среднее значение параметра;
q — стандартное отклонение параметра;
п — объем выборки;
х — среднее значение выборки.
Например, производится расфасовка чая в упаковку по 125 г (т = 125 г). Фасовочный станок работает со стандартным отклонением в 0,15 г (q = 0,15 г). Через каждые полчаса производится случайная выборка объемов 5 упаковок (и = 5).
Для построения контрольной карты необходимо, чтобы значения mviq были заранее известны. Их оценки получают по результатам расчетов среднего значения и стандартного отклонения соответствующих параметров технологического процесса на протяжении длительного промежутка времени.
Контрольная карта представляет собой график, в котором имеются верхняя и нижняя предупреждающие границы (так называемые 95 %-е границы, то есть границы, в пределах которых заключено примерно 95 % распределения выборочного среднего) и верхняя и нижняя границы регулирования.
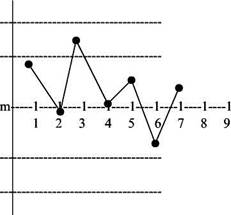
Построение контрольной карты состоит в нанесении на график выборочных средних в соответствии с номером выборки (ðèñ. 4).
|
| -верхняя граница регулирования |
| верхняя предупреждающая граница |
| нижняя предупреждающая граница |
| -нижняя граница регулирования |
-номер выборки
Рис. 4. Контрольная карта Шухарта выборочного среднего
Стандартная процедура использования контрольных карт состоит из следующих шагов:
1. Через равные промежутки времени проводится выборка объемом п и рассчитывается выборочное среднее.
Например, результаты четырех последовательных выборок в размере 5 упаковок чая можно представить следующим образом:
Таблица 3
| Номер выборки | ||||
| Вес упаковки, г | 215,1 125,3 125,1 124,8 125,1 | 124,9 125,0 125,1 124,9 124,7 | 125,2 125,1 125,3 125,0 125,1 | 125,0 125,0 124,7 125,2 125,1 |
| Среднее значение х, г | 125,08 | 124,92 | 125,14 | 125,0 |
2. Рассчитываются предупреждающие границы и границы регулирования.
Центральная ось контрольной карты т = 125 г. Предупреждающие границы:
то есть 124,866 г и 125,134 г соответственно.
Границы регулирования:
S
то есть 124,80 г и 125,20 г соответственно.
3. Полученные значения выборочного среднего на
носятся на контрольную карту в соответствии с номером
выборки.
4. Если выборочное среднее лежит за пределами границы
регулирования, производится остановка технологического про
цесса в целях выявления неслучайных причин вариации.
Неслучайные причины появляются как следствие каких-либо изменений в самом технологическим процессе или окружающей среде, которые можно выявить. Например: ошибка оператора при наладке станка; поломка станка; поломка заводских кондиционеров и неожиданное увеличение температуры воздуха; несоблюдение пропорций при смешивании различных ингредиентов сырья и т. д.
5.1. Если некоторое среднее значение лежит за пределами
предупреждающих границ, следующая выбора производится
сразу же, до момента проведения очередной выборки.
5.2. Если два последовательно полученных значения выбо
рочных средних находятся в промежутке между предупреждаю
щей границей и границей регулирования, предпринимаются
немедленные действия по остановке процесса производства и
выявлению неисправности.
6. Если точки на графике образуют явный возрастающий или убывающий тренд, предпринимаются определенные меры даже в тех случаях, когда эти точки находятся в пределах предупреждающих границ. Этот тренд может оказаться индикатором наличия неслучайных причин, например снижения параметров наладки станка.
В нашем случае среднее значение выборки 3 находится выше верхней предупреждающей границы, однако среднее значение следующей выборки находится внутри контрольных границ, и следовательно, можно предположить, что поводов для беспокойства нет. Предполагается, что выборка 4 производится сразу же после выборки 3, в которой были обнаружены некоторые отклонения параметра.

