 2015-04-23
2015-04-23 1503
1503Статистический контроль партии изделий включает следующие этапы:
1. Извлечение из партии изделий случайной выборки назначенного объема.
2. Проверка входящих в выборку изделий.
3. Принятие решения о качестве партии.
В основном применяются три метода выборочного контроля: одноступенчатый, двухступенчатый и метод последовательного анализа.
Одноступенчатый контроль. Из партии выбирается n изделий, среди которых может оказаться m бракованных. Если m £ С1,то партия принимается, если m > C1, то партия бракуется (C1 – приемочное число).
Двухступенчатый контроль. По результатам контроля первой выборки партия принимается, если m1 £ C1, и бракуется, если m1 ³ C2.
Если C1<m1<C2, то извлекается вторая выборка. По результатам контроля второй выборки m2 партия принимается, если количество дефектных единиц m1 и m2 в двух выборках меньше или равно приемочному числу C3 и бракуется, если m1 + m2 > C4.
Необходимо иметь в виду, что организовать двухступенчатый контроль сложнее, чем одноступенчатый. Однако при установившемся процессе производства или надежных поставках комплектующих изделий и радиоэлементов он оказывается экономически выгодным потому, что второй выборки часто приходится не извлекать.
Метод последовательного анализа. При использовании этого метода объема выработки заранее не определяется. Контролер последовательно проверяет качество продукции, ведет количество годных и бракованных изделий до тех пор, пока не накопится необходимое количество данных о качестве партии.
При практической реализации этого метода в системе координат (m; n) выделяют три зоны: приемки, продолжения испытаний и браковки.
Если заданы приемочный уровень q1, браковочный уровень q2, риск поставщика a и риск заказчика b, то для построения зон на рис. 3.2, можно воспользоваться формулами:
C1=An-B1;
C2=An+B2,
где 

Испытания заканчиваются, когда после проведения очередного измерения и проверки изделия точка с координатами (n, m) оказывается вне зоны продолжения испытаний. При этом, если указанная точка оказалась в зоне приемки, – партия принимается; в зоне браковки – бракуется.
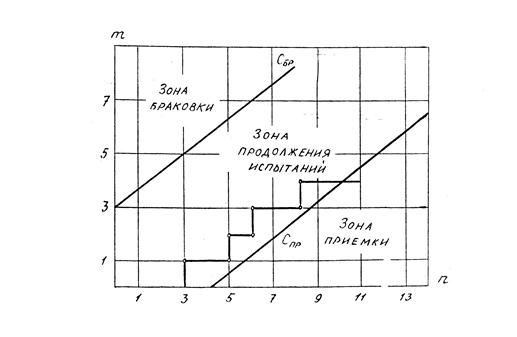
Рис. 3.2. Контроль качества партии изделий методом последовательного анализа
4. Выбор плана контроля и построение его оперативной характеристики
Для определения плана контроля следует установить его кодовое обозначение, которое содержит обозначения стандарта, коды типа плана контроля, показатели качества, объема выборки. К примеру, кодовое обозначение в ГОСТ 18242-72 – 1.32.07 обозначает следующее: I – одноступенчатый, 2 – двухступенчатый виды контроля. Две последующие цифры (32) – код показателя качества. Для определения кода показателя качества по табл. 3.1 следует задать приемочный уровень качества в процентах.
Таблица 3.1
| Показатели уровня качества, q1, % | 1,0 | 1,5 | 2,5 | 4,0 | 6,5 | |||
| Кодовое обозначение |
Последние цифры (07) – код объема выборки зависит от объема проверяемой партии и степени контроля. Установлены три общих (I, II, III) степени контроля. Основной является степень контроля II (нормальный контроль). Степень контроля I соответствует облегченному контролю, а III – усиленному.
Для нахождения кодового обозначения объема выборки используется табл. 3.2.
Таблица 3.2
| Объем партии | Общие степени контроля | ||
| I | II | III | |
| От 26 до 50 шт. | |||
| От 51 до 90 шт. | |||
| От 91 до 150 шт. |
План контроля следует выбирать по табл. 3.3 и 3.4 для одноступенчатого контроля и по табл. 3.5 и 3.6 для двухступенчатого контроля.
В таблицах выбирается графа, соответствующая коду объема выборки. На пересечении графы и строки следует прочесть приемочное и браковочное число.
После выбора плана контроля можно построить его оперативную характеристику. Для этого применяют подготовленные в стандарте квантили оперативных характеристик. Указанные квантили для кодов объема выборки 05 и 06 приведены в таблицах 3.7 и 3.8.
Из таблиц в графе, соответствующей заданному приемочному уровню, находят значение доли дефектных изделий, соответствующих значениям вероятности приемки партии и строят кривую Р(q).
Таблица 3.3

