 2015-04-30
2015-04-30 3850
3850Стандарт распространяется на стальные штампованные поковки массой не более 250 кг и (или) с линейным габаритным размером до 2500 мм.
Стандарт устанавливает наибольшие величины припусков, кузнечных напусков, допусков размеров, отклонений формы и наименьшие радиусы закругления наружных углов.
Припуски и допуски устанавливают в зависимости от массы и размеров поковки, группы стали, степени сложности, класса точности поковки, шероховатости обработанной поверхности детати.
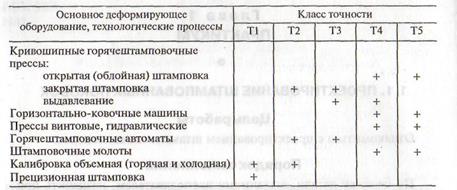
4.1.1 Стандартом предусмотрено 5 классов точности поковок: Tl, T2, ТЗ, Т4 и Т5; наиболее точный класс Т1. Класс точности выбирают в зависимости от применяемого оборудования, от
технологического процесса изготовления детали, а также исходя из предъявляемых
требований к точности размеров поковки. Класс точности выбирают по таблице 1.1.
|
 Примечания: 1. Прецизионная штамповка — способ штамповки, обеспечивающий устанавливаемую точность и шероховатость одной или нескольких поверхностей поковки, которые не подвергаются окончательной обработке. 2. При пламенном нагреве заготовок допускается снижение точности для классов Т2—Т4 на один класс. 3. При холодной или горячей плоскостной калибровке точность принимается на один класс выше.
Примечания: 1. Прецизионная штамповка — способ штамповки, обеспечивающий устанавливаемую точность и шероховатость одной или нескольких поверхностей поковки, которые не подвергаются окончательной обработке. 2. При пламенном нагреве заготовок допускается снижение точности для классов Т2—Т4 на один класс. 3. При холодной или горячей плоскостной калибровке точность принимается на один класс выше. 4.1.2 Стандарт делит штампуемые стали на три группы: Ml, M2 и МЗ.
Ml — с содержанием углерода до 0,35% включительно и суммарным содержанием легирующих элементов до 2% включительно;
М2 — с содержанием углерода свыше 0,35 до 0,65% включительно или суммарным содержанием легирующих элементов свыше 2,0 до 5,0% включительно;
МЗ — с содержанием углерода свыше 0,65% или суммарным содержанием легирующих элементов свыше 5%.
4.1.3 Стандартом предусмотрено 4 степени точности штамповок: С1, С2, СЗ и С4. Степень сложности определяют путем вычисления отношения массы (объема) Gn поковки к массе (объему) Gф геометрической фигуры, в которую вписывается форма поковки. Геометрическая фигура может быть шаром, параллелепипедом, цилиндром с перпендикулярными к его оси торцами или правильной призмой (рис. 1.1).
 Степеням сложности соответствуют следующие числовые значения отношения
Степеням сложности соответствуют следующие числовые значения отношения  :
:
С1 — св. 0,63;
С2 — св. 0,32; до 63 вкл.;
СЗ — св. 0,16; до 0,32 вкл.;
С4 — до 0,16.
Для штамповок, полученных на горизонтально-ковочных машинах, допускается определять степень сложности формы в зависимости от числа переходов:
С1 — не более двух переходов;
С2 — при трех переходах;
СЗ — при четырех переходах;
С4 — более чем при четырех переходах или при изготовлении на двух ковочных машинах.
При определении размеров описывающей поковку геометрической фигуры допускается исходить из увеличения в 1,05 раза габаритных линейных размеров детали.
4.1.4 Конфигурация поверхности разъема штампа может быть плоской П, симметрично изогнутой Ис и несимметрично изогнутой Ин.
4.1.5 Для назначения припусков и допусков на поверхности штамповки необходимо знать ее массу.
Расчетная масса поковки определяется как масса подвергаемых деформации поковки (поковок) или ее частей. В массу поковки не входят масса облоя и перемычки пробитого отверстия.
При высадке поковок на горизонтально-ковочных машинах или местной штамповке на молотах и прессах масса поковки включает массу части стержня, зажатого штампами.
 Расчетная масса поковки определяется исходя из ее номинальных размеров.
Расчетная масса поковки определяется исходя из ее номинальных размеров.
Ориентировочную величину расчетной массы поковки (Gn) допускается определять по формуле:
Ga = MD ×Kp, (4.1)
где Gп - расчетная масса поковки, кг;
MD - масса детали, кг;
Kр - расчетный коэффициент, устанавливаемый в соответствии с табл. 1.2.








