 2015-05-20
2015-05-20 461
461Электроискровую обработку применяют для упрочнения поверхностного слоя металлов деталей машин, пресс-форм, режущего инструмента. Упрочнение состоит в том, что на поверхность изделий наносят тонкий слой какого-либо металла, сплава или композиционного материала. Подобные покрытия повышают твердость, износостойкость, жаростойкость, эрозионную стойкость и другие характеристики изделий. Электродуговое испарение — наиболее широкое применение этот метод нашел для упрочнения режущего инструмента и технологической оснастки. Этот метод позволяет получать покрытия на основе химических соединений тугоплавких металлов с азотом, углеродом, серой с образованием нитридов, карбидов, сульфидов металлов. Отличительной особенностью этого процесса является образование в процессе нанесения покрытий капельной фазы, приводящее к неоднородности химического состава покрытий и изменению физико-механических характеристик.
76. Неравномерность фрезерования, фрезы затылованные. Причины
неравномерности фрезерования. Условие равномерности фрезерования при выборе
числа зубьев фрезы. Обеспечение равномерности при фрезеровании
цилиндрическими фрезами с винтовыми зубьями.
Равномерность фрезерования. В процессе фрезерования прямозубой фрезой зуб фрезы входит в контакт с обрабатываемой заготовкой и выходит из него сразу по всей ширине фрезерования. Может оказаться, что в работе будет находиться только один зуб прямозубой фрезы, т. е. когда впереди идущий зуб уже вышел из контакта с обрабатываемой заготовкой, а следующий за ним зуб не вышел в контакт. В этом случае площадь поперечного сечения среза будет изменяться от нулевого значения до максимального с последующим падением до нуля или от максимального значения до нуля. Также неравномерно будет изменяться сила резания, а следовательно, будет неравномерная периодическая нагрузка на станок, инструмент и обрабатываемую заготовку. Это явления носит название неравномерность фрезерования.
Форма и элементы зуба. Фрезы делаются с остроконечными (рис. 41. а) или затылованными зубьями (рис. 41,6). Известны три типа остроконечных зубьев: трапецеидальная форма (рис. 42, а), параболическая (рис. 42, б) и с двойной спинкой (рис. 42, в). Зуб трапецеидальной формы определяется углом  .
.

Рис. 41. Типы фрез
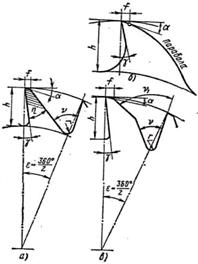
Рис. 42. Типы остроконечных фрез
Зубья трапецеидальной формы просты в изготовлении, но несколько ослаблены. Параболическая форма обладает равнопрочностью всех сечений пути на изгиб. Остроконечные зубья обладают стойкостью в 1,5—3 раза выше стойкости фрез с затылованными зубьями, простотой в изготовлении, обеспечивают низкую шероховатость обработанной поверхности детали. Остроконечная форма используется в основном для фрез общего назначения. На рис. 41,6 показана фреза с эатылованным зубом. Задняя поверхность зуба имеет криволинейную форму обычно в виде архимедовой спирали
Режущие зубья фрез могут быть расположены как на цилиндрической поверхности, так и на торце. Зуб цилиндрической фрезы можно сравнить с простым резцом. Обозначения поверхностей режущих кромок и других элементов зубьев аналогичны названиям и обозначениям резца 6 (рис. 43,2, 3 и 4}. Поверхность 1, по которойсходит стружка, называется передней поверхностью зуба.
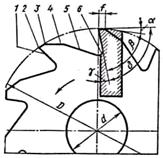
Рис. 43. Сравнение формы и элементов резца н зуба фрезы
75. Типы фрез с затылованными зубьям. Особенности конструкции. Кривые
затылования.
Кривая затылования – это траектория движения режущей кромки затыловочного резца или шлифовального круга в системе координат фрезы. При переточках затылованной фрезы высота профиля должна сохранятся постоянной. Чтобы обеспечить это требование, для затылования инструмента могут быть выбраны следующие кривые:
- логарифмическая спираль
- архимедова спираль
- прямая
У всех этих кривых имеется конхоида – геометрическое место точек, равноудалённых по радиусу – вектору от заданной кривой.
Криваz затылования должна удовлетворять двум условиям:
1) при переточках фрезы по передней поверхности профиль режущей кромки должен оставаться постоянным;
2) при переточках фрезы по передней поверхности задний угол αв должен оставаться постоянным.
Кривые затылования должны обеспечивать получение положительных задних углов в любой точке лезвия и неизменность профиля фрезы после переточек. Кроме того, выбранная кривая для затылования должна обеспечивать простоту изготовления кулачка, а сам кулачок должен быть универсальным, пригодным для затылования зубьев фрез независимо от их диаметра и числа зубьев. В качестве кривых для затылования могут быть использованы архимедова спираль, прямая, окружность и др., однако только архимедова спираль удовлетворяет перечис-леным выше требованиям, так как для нее приращение радиуса-вектора прямо пропорционально приращению полярного угла.








