 2015-05-10
2015-05-10 366
3661. Ознакомление с конструкцией и системой управления промышленным роботом.
2. Составление и отладка программы циклового управления роботом.
3. Исследование временных характеристик.
Описание лабораторной установки. Промышленный робот ПР5-2Э является универсальным сверхлёгким встраиваемым роботом. Он состоит из манипулятора модульной конструкции, программируемого микроконтроллера, блока пневмораспределителей и соединительных деталей. Манипулятор имеет пневматический привод и работает в прямоугольной системе координат. Цикловое программное управление манипулятором осуществляется программируемым микроконтроллером через блок пневмораспределителей с электрическим управлением.
Манипулятор состоит из 3 линейных модулей: МЛ-3 с величиной максимального перемещения 150 мм, МЛ-4 – с величиной максимального перемещения 50 мм и МЛ-5 – с максимальным перемещением 160 мм и левым расположением цилиндра.
| Рис. 1. Принципиальная пневматическая схема робота |
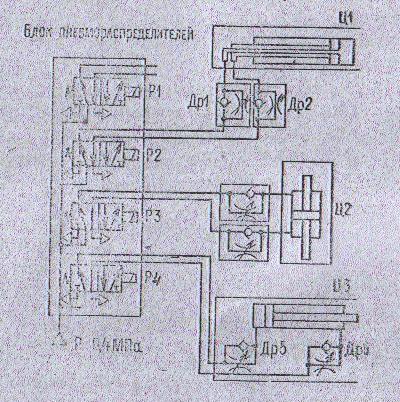
Пневмодвигателями модулей являются встроенные пневмоцилиндры, снабжённые устройствами демпфирования ударов в конце кода, устройствами регулирования скорости перемещения и устройствами регулирования величины перемещения.
Для демпфирования ударов используется специальные пневмоцилиндры, снабжённые дросселями с обратными клапанами. Действие демпфирующих цилиндров основано на том, что энергия удара перемещающихся масс расходуется на проталкивание сжимаемого в цилиндре воздуха через малые сечения дросселирующих каналов, регулируемых с помощью винтов.
Принципиальная пневматическая схема промышленного робота приведена на рис. 1. Сжатый воздух давлением 0,4 МПа из пневмосети поступает в блок пневмораспределителя, из которого по линиям связи, например, для пневмоцилиндра Р4 через открытый обратный клапан дросселя Др6 подаётся в штоковую полость Ц3. Воздух вытесняется из бесштоковой полости цилиндра через дроссель Др5. Пневмораспределитель Р4 выходит в атмосферу, скорости перемещения поршней цилиндров регулируются измененим сечений каналов дросселей Др1 – Др6. Величина перемещения подвижных элементов модулей осуществляется с помощью винтовых пар в конечных упорах модулей (точная) или перестановкой вдоль направляющих соответствующих кронштейнов (грубая).
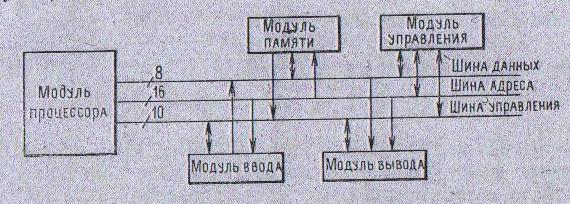
| Рис. 2. Архитектура МКП-1 |
Блок пневмораспределителей имеет четыре пневмораспределителя с блоком питания, преобразующим напряжение сети 220 В в напряжение постоянного тока 24 В для питания электромагнитов пневмораспределителей. На блоке установлен разъём для соединения кабелем с микроконтроллером.
Микроконтроллер программируемый МКП-1 представляет собой электронный командоаппарат с микропроцессорным управлением, выполненный по модульному принципу. Имеет 16 входов и 16 выходов, объём памяти 0,5 килобайта.
Архитектура МКП-1 приведена на рис. 2 и представляет микропроцессорную систему с 3-шинной структурой.
Команды робота:
0501 – движение вниз;
0601 – движение вверх;
0502 – движение вперёд;
0602 – движение назад;
0503 – выдвижение поршня;
0603 – задвижка поршня назад.
| Рис. 3. Циклограмма работы манипулятора |
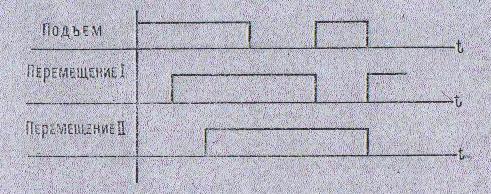
1 – составление программы работы робота:
0501, 0602, 0503, 0601, 0603, 0502, 0501, 0901;
Вниз, назад, вправо, вверх, влево, вперёд, вниз, всё сначала.
Итог – робот не работает в режиме «Ввод программы».
2 – работа робота в режиме «Пошаговое выполнение программы».
Итог – робот выполняет различные действия нажатием любой кнопки (цифры).
3 – проверка работы робота в режиме «Автоматический».
Итог – робот не выполняет никаких действий в этом режиме.
Выводы. Для автоматической сборки изделий в условиях крупносерийного и серийного производств используют сборочные робототехнические комплексы (РТК), в которых сборочные операции выполняют промышленные роботы (ПР).Сборочный РТК, как правило, состоит из одного или нескольких ПР, приспособлений, инструментов и другого оборудования, на котором выполняется
одна или несколько технологических операций. ПР, входящие в состав РТК, могут выполнять следующие основные функции:
- транспортирование собираемых деталей на позицию сборки и их сборку;
- транспортирование собираемых деталей на позицию сборки, их сборку и обслуживание технологического оборудования (металлорежущих станков).
К ПР, входящим в сборочные РТК, предъявляется следующее основное требование: точность их позиционирования должна быть в пределах ± (0,01 ÷ 0,2) мм.
В производстве сборочные РТК, как правило, объединяют в роботизированные участки, которые обладают большой гибкостью.
Промышленные роботы манипуляторы делятся на управляемые дистанционно и автоматические устройства. Если дистанционные аппараты выполняют задачи при удаленном управлении человеком, то автоматы производят определенные действия строго в соответствии с алгоритмом программы, которую заносит оператор.
Робот манипулятор может содержать в конструкции одну или несколько рук и, в большинстве случаев, один блок ЭВМ. При этом устройство робот рука манипулятор включает типовые модули, подобранные согласно требованиям фирмы-заказчика, которая должна определиться с точностью позиционирования, грузоподъемностью и степенью свободы манипулятора.
Механическая рука закрепляется на подвижной и статической основе. Подвижная версия, отметим, выпускается в вариантах с полной и ограниченной свободой. Аппараты с ограничением перемещаются именно по направляющим-рельсам, робот манипулятор, свободно передвигающийся, может иметь колесный и гусеничный привод. Первый зачастую применяется в работе по месту, имеет дистанционное управление, поэтому его рабочие параметры во многом зависят от местоположения.
Блок ЭВМ дает неограниченные возможности по перепрограммированию робота-манипулятора, проведение подстройки скорости и точности его работы. Буквально для каждой задачи создается уникальная, индивидуальная программа, имеющая набор алгоритмов действий, в соответствии с которыми ориентируется робот.
Промышленный робот манипулятор делает производство комфортней и безопасней. Его применение значительно увеличивает производительность предприятия и качество выпускаемой продукции.
Робот манипулятор выполняет функции человека. На сегодняшний день тысячи подобных конструкций функционируют на предприятиях России разной специализации. Большинство из этих машин незаменимы в ряде отраслей машиностроения. Особенно это касается тех сфер, которые связаны с вредными условиями труда.








