 2015-05-13
2015-05-13 1863
1863Тема № 3 СИСТЕМЫ АВТОМАТИЧЕЧКОГО УПРАВЛЕНИЯ (САУ)
НАИБОЛЕЕ ОБЩИМ СОСТОЯНИЕМ ОБЪЕКТА УПРАВЛЕНИЯ
(системы «логического управления»)
Лекция №9. ОСНОВНЫЕ ПОНЯТИЯ О САУ ТП.
План лекции:
1. Варианты структурных и структурно-технических схем системы с разомкнутым и замкнутым принципами управления.
2. Особенности объектов логического управления, в т.ч. бинарный характер информации о состоянии ОУ и управляющих воздействий
3. Типовые алгоритмы логического управления: «технологический пуск», «технологический останов», «блокировка», «аварийный останов».
1. Разнообразные технологические процессы в отрасли ХПЗ можно классифицировать в зависимости от способов механического перемещения сырья и вспомогательных материалов [7, стр. 55]. Они подразделяются на три типа: непрерывные, дискретные (периодические) и непрерывно-дискретные ТП. Объекты управления (ОУ) классифицируются также по характеру протекающих в них физико-химических процессов. Множество ТП подразделяют на основные группы типовых процессов: механические, гидромеханические, тепловые, массообменные, биохимические и химические. Кроме того, при разработке алгоритмов управления входные и выходные переменные ТП могут рассматриваться как детерменированные и случайные (стохостические).
Технологический процесс -это последовательное изменение состояния сырья и материалов и превращение их в продукт производства. Технологический процесс формализуется алгоритмом функционирования (АФ), который содержит предписание правильного выполнения всех операций, обеспечивая этим ожидаемую эффективность и качество процесса. АФ является основой для реализации системы автоматического управления (САУ).
Управление каким-либо объектом – это процесс воздействия на него с целью обеспечения желаемых характеристик его функционирования, это процесс достижения цели.
При исследовании (анализе ОУ и синтезе САУ) составляется алгоритм управления (АУ) – совокупность предписаний, определяющих воздействие извне на ОУ в целях осуществления им заданного АФ [4].
В самом общем случае САУ могут характеризоваться наличием одного разомкнутого потока информации (командной) – от устройства управления (УУ) к ОУ. Такие системы реализуют,как показано в лекции №2, принцип разомкнутого жёсткого (программного) управления (рис. 9.1).
Используется информация только о  (вектор цели управления).
(вектор цели управления).
 |
Рис. 9.1 Принцип разомкнутого жёсткого (программного) управления
САУ, характеризующиеся наличием двух потоков информации: от УУ к ОУ и от ОУ к УУ, реализуют принцип замкнутого управления, т.е. использования обратной связи (ОС)(см. лекция №2, где изложены недостатки и преимущества каждого принципа). Вариант структурной схемы САУ, в которой, вместо субъекта, функцию управления реализует техническое устройство, приведен на рис. 9.2.
 |
 | |||
| |||
Рис. 9.2. САУ, реализующая принцип замкнутого управления
Управление непрерывными процессами рассмотрены ниже в классе систем автоматического регулирования (САР) (тема 4, лекция 10).
2. Подробнее рассмотрим САУ последовательностью операций ТП.
2.1. Наиболее часто управление последовательностью операций связано с необходимостью осуществления переходных режимов технологического процесса. Примерами операций, протекающих в определенной временной последовательности, являются операции пуска технологической линии в работу, ее останова и изменения режима работы оборудования в соответствии с заданной программой.
Автоматическое управление последовательностью операций технологического процесса осуществляется автоматическими программными устройствами или с помощью специальных релейных схем управления, содержащих электрические, пневматические или гидравлические элементы автоматики.
САУ последовательностью операций ТП, как показано выше, бывают двух видов: без ОС и с ОС. Системы управления первого вида функционируют по заранее заданной программе без учета фактического хода процесса, т. е. они не требуют информации о состоянии УО. При проектировании таких систем широко используется разнообразная априорная информация (например, данные о продолжительности разгона и останова машин, длительности процесса). Основными техническими средствами автоматизации, которые применяются при построении подобных систем, являются дискретные программные устройства (например, «старые» – командоаппарат КЭП-12У, различные релейные элементы автоматики, в том числе реле времени) [4]. В современных системах все подобные функции реализуются программируемыми логическими контроллерами (ПЛК).
Системы управления второго вида функционируют в соответствии с информацией, получаемой по каналам ОС о фактическом ходе процесса (например, используется информация о частоте вращения рабочих органов машин, уровне продукта в сборниках, параметрах продукта и энергоносителя). Системы управления этого вида более сложные и обеспечивают более высокое качество управления.
Основными техническими средствами автоматизации систем с ОС являются разнообразные датчики-реле, необходимые для получения информации о ходе технического процесса, и другие релейные элементы автоматики. Проектирование САУ с ОС обычно осуществляется с использованием аппарата математической логики.
В качестве примера рассмотрим САУ известного Вам процесса пропари-вания крупы в аппарате конструкции Неруша [8, стр. 230], упрощенная схема которого с органами контроля и управления представлена на рис. 9. 3.
Процесс пропаривания применяется дляприготовления полуфабрикатов продуктов быстрого приготовления из различных видов круп (гречневой, овсяной и др).
Крупа из верхнего бункера подается в пропариватель через питающее устройство (ПУ) (задвижку либо питатель). Уровень крупы в пропаривателе постепенно возрастает до некоторого максимально допустимого значения, после чего подачу крупы следует прекратить. Затем открывают клапан подачи пара (КП) в установку. Крупа пропаривается паром, и ее температура растет до определенного значения, соответствующего регламенту. Затем подача пара следует прекратить, и крупу выдержать в пропаривателе требуемое время, а затем выгрузить через выпускное устройство (ВУ).
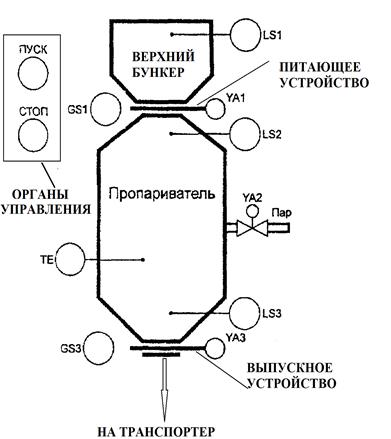 |
Рис. 9.3. Упрощенная схема управления пропаривателем.
Технологическая схема установки показана на рис. 9.3. После нажатия кнопки «Пуск», крупа из верхнего бункера подается в пропариватель. При этом задвижка YA1 откроется, сработает конечный выключатель (GS1=1), если есть продукт в бункере, что контролируется датчиком-реле уровня LSI, и если закрыта задвижка YАЗ пропаривателя, что контролируется конечным выключателем GS3. Уровень крупы в пропаривателе постепенно будет возрастать и достигнет значения, при котором сработает датчик-реле уровня LS2. После этого закрывается задвижка YA1 и открывается клапан YA2, подающий пар в установку.
Крупа пропитывается паром и её температура растёт. В соответствии с технологией приготовления, при достижении определённой температуры, например, 50 °С, клапан YA2 закрывается и подача пара прекращается. Крупа выдерживается в пропаривателе необходимое время, например, 35 минут, а затем выгружается через открывшуюся задвижку YАЗ. При снижение уровня крупы до нижней отметки сработает датчик-реле LS3 и задвижка YАЗ закроется.
Установка готова к следующему запуску и обработке очередной партии крупы. Остановить загрузку пропаривателя можно, нажав кнопку «Стоп».
АФ апарата может быть представлен блок-схемой рис.9.4.
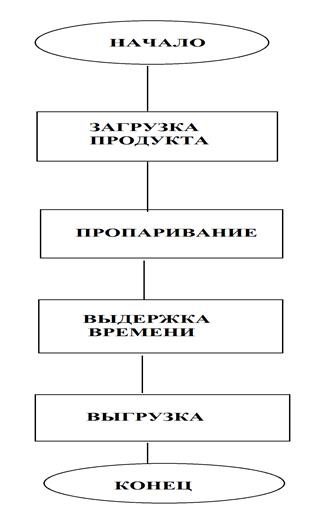
Рис.9.4
АУ по варианту разомкнутого управления можно представить в виде блок-схемы рис. 9.5. При этом исходное состояние всех устройств должно быть закрыто и все временные интервалы Т, заложенные в АУ, должны быть априори известны. Следует отметить, что время выдержки ряда операций (загрузка, пропаривание, выгрузка) включает априори известное время полного открытия исполнительных устройств. Например,
Тзагр = Тотк. пу +Топер.загр.
где, Тзагр – выдержка полного времени операции;
Тотк. пу – выдержка времени открытия ПУ;
Топер.загр – выдержка времени операции заполнения аппарата.
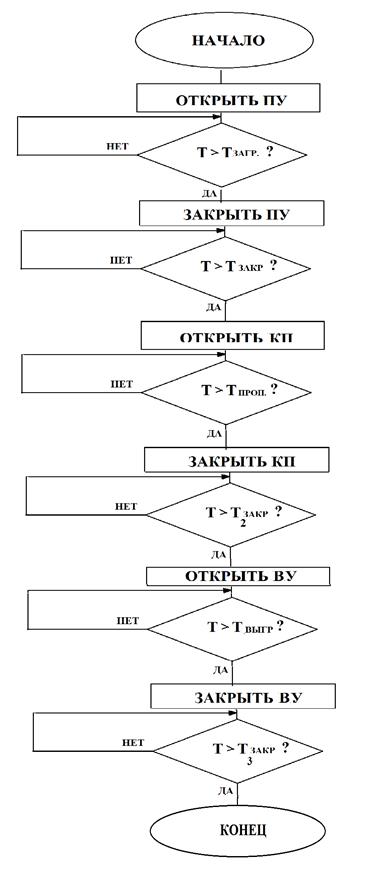
Рис. 9.5. АУ варианта разомкнутого управления
Структурно-техническая схема САУ пропаривателем представлена на рис. 9.6.
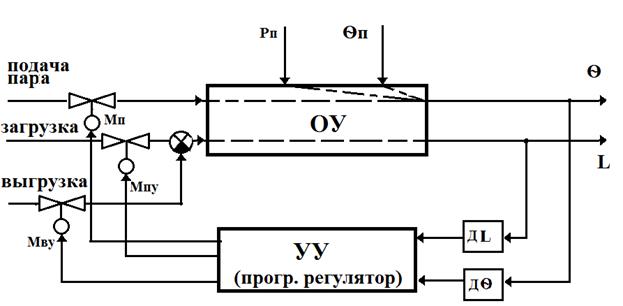
Рис. 9.6.
На схеме ДѲ, ДL – датчики (реле-сигнализаторы) температуры и уровня продукта в аппарате. Для конкретного продукта регламентное значение Ѳр= 45-50̊ С, время пропаривания для различных продуктов –25 –45 мин., время загрузки – 5мин.;
Ѳп, Рп – возмущения, вызванные отклонениями температуры и давления греющего пара от регламента (Ѳрп = 150̊ С, Ррп =5атм);
Мп, Мпу, Мву – состояния устройств, соответственно, подачи пара, питающего и выгружающего.
Блок – схема АУ по варианту замкнутого управления представлена на рис.9.7. Словесное описание его приведено выше. В этом варианте в алгоритме используется информация, получаемая от ОУ, посредством датчиков, в том числе реле-сигнализаторов уровня, конечных выключателей.
В схеме состояния элементов обозначается: «1» соответствует открытому устройству либо срабатыванию датчика-реле (есть сигнал), «0» –закрытому устройству либо отсутствию сигнала датчика-реле.
В подобных системах отмечают бинарный (т.е. «0» либо «1») характер информации о состоянии ОУ и управляющих воздействий.
Напомним, что обозначение операции присвоения, например YA1: =1,
отражает факт выдачи управляющего сигнала открыть (включить) на питающее устройство.
Динамические характеристики каналов управления для рассматриваемого ОУ могут быть описаны: по каналам загрузки и выгрузки аппарата («М – L») – типовым интегрирующим звеном, а канал нагрева продукта («Мп –Ѳ») – инерционным звеном с запаздыванием (подробнее о динамических характеристиках ОУ см. в лекции №10).
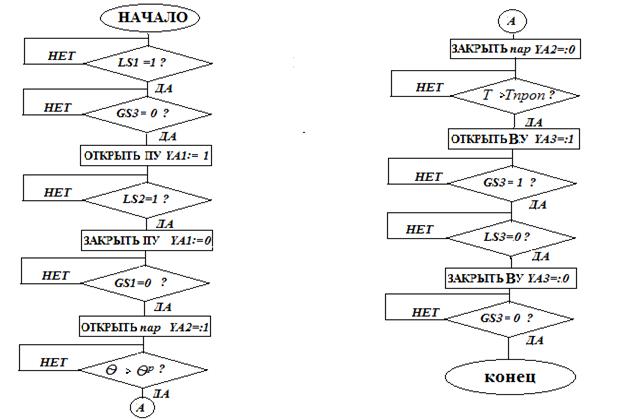
Рис. 9.7. Блок – схема АУ пропаривателем по варианту замкнутого управления
Для удобства исследования САУ подобных объектов часто пользуются циклограммами работы оборудования, на которых во времени отражают поведение запорных органов и контролируемых параметров.








