 2015-05-13
2015-05-13 1592
1592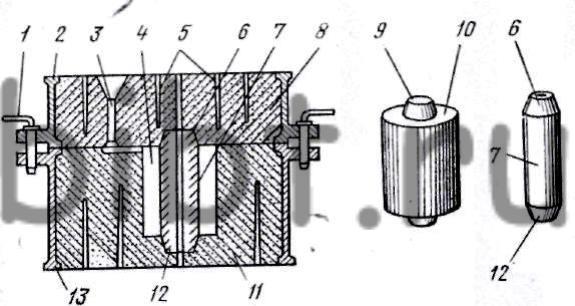
1- Штырь; 2,13 – опоки; 3- литниковая чаша 3 полуформы;4 –полость отливки; 5- вентиляционные каналы;6,12 - стержневые знаки;
7-стержень;8,11- верхняя и нижняя полуформы; выступы (знаки) модели;
Литейная форма чаще всего состоит из двух полуформ: верхней 8 и нижней 11, изготовленных из песчано-глинистой смеси (в металлических рамках 2 и 13 (опоках). В нижней полуформе с помощью модели 10 образована полость 4, предназначенная для получения отливки цилиндра. Внутреннее отверстие в отливке образует песчаный стержень 7, который прочно закреплен с помощью стержневых знаков 6 и 12. Выступы 9 на модели служат для получения отпечатков стержневых знаков в форме.
Перед заливкой расплава в литейную полость формы через литниковую чашу 3 полуформы скрепляют штырями 1 или на верхнюю полуформу устанавливают груз. Для удаления газов, выделяющихся из песчано-глинистой смеси и расплава при заливке, служат вентиляционные каналы 5 в форме и стержнях.
Совокупность каналов, предназначенных для подвода расплава в полость формы и питания отливки при затвердевании, а также для улавливания шлаков и загрязнений, получающихся вследствие размыва расплавом поверхности формы, называют литниковой системой. Она состоит из литниковой чаши, или воронки 3, стояка 4, подводящего расплав к шлакоуловителям 1, питателей 6, соединяющих полость формы с чашей и стояком, и прибыли 2, служащей для питания массивных частей отливки при ее охлаждении.
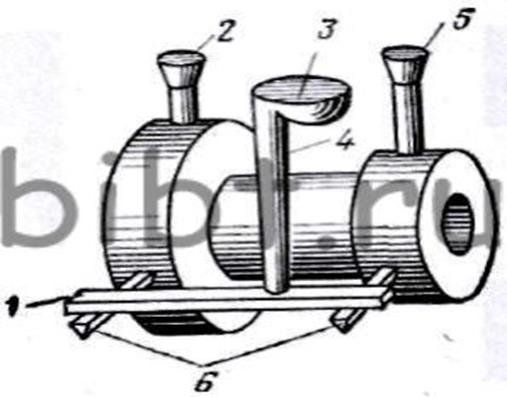
1- Шлакоуловители; 2- прибыль; 3 - литниковая чаша, или воронка;
4- Стояк; 5- выпор.
Совокупность каналов, предназначенных для подвода расплава в полость формы и питания отливки при затвердевании, а также для улавливания шлаков и загрязнений, получающихся вследствие размыва расплавом поверхности формы, называют литниковой системой. Она состоит (рис. 5) из литниковой чаши, или воронки 3, стояка 4, подводящего расплав к шлакоуловителям 1, питателей 6, соединяющих полость формы с отливки при ее охлаждении.
В литниковую систему входит также выпор 5 - вертикальный канал круглого сечения, - через который в начале заливки выходят газы. Выпор позволяет определить момент окончания заливки и питает отливку при остывании.
Для изготовления литейных с помощью моделей в формовочном материале образуют полости. Полости по очертаниям и размерам соответствуют изготавливаемой отливке.
Ручная формовка применяется только в единичном производстве, т.к. она трудоемка и малопроизводительна.
Машинная формовка включает две операции:
1) уплотнение смеси в опоке;
2) извлечение модели из формы.
Применяются следующие формовочные машины:
- встряхивающие;
- прессовые;
- пескометы.
Для изготовления стержней применяют пескодувные и пескоструйные машины.
Сушка форм и стержней производят в сушилах.
Плавку серого чугуна осуществляют в вагранках. Топливом для плавки служит кокс. Плавка производится в мартеновских или электродуговых печах.Плавка цветных металлов осуществляется в электропечах сопротивления, а также тигельных печах. Плавку титановых сплавов и их заливку производят в защитной среде аргона.
Заливка металла в формы производится с использованием литейных ковшей.
В зависимости от вида сплава и характера отливок температура заливаемого металла должна быть на 50…200 град. С выше температуры перехода сплава в жидкое состояние.
Залитые отливки некоторое время охлаждают в форме, затвердевая и остывая до определенной температуры.
После охлаждения отливки извлекают из формы выбивкой.
Извлеченные из формы отливки подлежат обрубке и очистке. Обрубка состоит в отделении от отливок литниковой системы, прибылей, выпоров, заусенцев.
Очистка поковок – операция удаления стержней, каркасов из внутренних полостей, а также удаление пригара с поверхности отливок и уменьшение шероховатости.
Операцию обрубки осуществляют вручную с помощью пневмозубил, электрогазовой и плазменной резки, на специальных прессах и ленточными пилами.
Очистка производится на выбивных решетках, гидрокамерах, галтовочных барабанах, дробеструйных камерах.









