 2015-05-13
2015-05-13 650
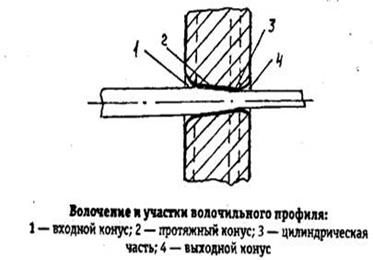
650Волочением получают прутки, профили, трубы различных сечений с высокой точностью размеров, которые нельзя достигнуть волочением или прокаткой.
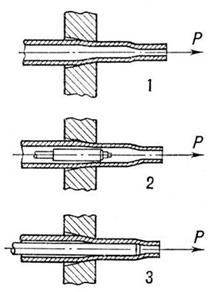
Схемы волочения труб: 1 — без оправки; 2 — на короткой неподвижной оправке; 3 — на длинной движущейся оправке.
Волочением устраняют вмятины, кривизну, риски и другие дефекты поковки, улучшают внешний вид изделия. Также в процессе волочения уменьшается разностенность труб. Качество поверхности и точность волоченных изделий настолько велики,что волочение может заменять чистовое точение и шлифовку сопрягаемых изделий деталей машин.

Перед волочением один конец заготовки утоняют на специальном станке, чтобы он входил в волоку.

В результате волочения поперечные размеры заготовок уменьшаются, а длина увеличивается. При изготовлении фасонных изделий волочением изменяется также форма поперечного сечения заготовки.В процессе волочения изменяются механические свойства большинства металлов:
1) предел прочности увеличивается в 1,5…2 раза;
2) относительное удлиннение значительно понижается.
В следствии различных условий деформации в перифирийных и центральных слоях возникают остаточные напряжения: в перифирийных – растягивающие, а в центральных – сжимающие.
Для оценки деформации при вытяжке применяют следующие показатели:
Коэффициент вытяжки λ=Fн/Fк и
коэффициент обжатия γ=(Fн-Fк)/ Fн 100%.









