 2015-05-26
2015-05-26 2269
2269Формы изготавливаются вручную, на формовочных машинах и на автоматических линиях.
Ручная формовка применяется для получения одной или нескольких отливок в условиях опытного производства, в ремонтном производстве, для крупных отливок массой 200…300 тонн.
 Приемы ручной формовки: в парных опоках по разъемной модели; формовка шаблонами; формовка в кессонах.
Приемы ручной формовки: в парных опоках по разъемной модели; формовка шаблонами; формовка в кессонах.
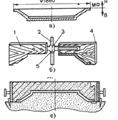
Формовка шаблонами применяется для получения отливок, имеющих конфигурацию тел вращения в единичном производстве
Шаблон – профильная доска. В уплотненной формовочной смеси вращением шаблона 1, закрепленного на шпинделе 2 при помощи серьги 3, оформляют наружную поверхность отливки и используют ее как модель для формовки в опоке верхней полуформы. Снимают шаблон 1, плоскость разъема покрывают разделительным слоем сухого кварцевого песка, устанавливают модели литниковой системы, опоку, засыпают формовочную смесь и уплотняют ее. Затем снимают верхнюю полуформу. Далее устанавливают шаблон 4, к-рым оформляют нижнюю полуформу, снимая слой смеси, равный толщине стенки отливки. Снимают шаблон и устанавливают верхнюю полуформу
|
|
|
Формовка в кессонах. Формовкой в кессонах получают крупные отливки массой до 200 тонн.
Кессон – железобетонная яма, расположенная ниже уровня пола цеха, водонепроницаемая для грунтовых вод.
Механизированный кессон имеет две подвижные и две неподвижные стенки из чугунных плит. Дно из полых плит, которые можно продувать (для ускорения охлаждения отливок) и кессона. Кессон имеет механизм для передвижения стенок и приспособлен для установки и закрепления верхней полуформы.
Машинная формовка используется в массовом и серийном производстве, а также для мелких серий и отдельных отливок.
Повышается производительность труда, улучшается качество форм и отливок, снижается брак, облегчаются условия работы.
По характеру уплотнения различают машины: прессовые, встряхивающие и другие.
В машинах с верхним уплотнением уплотняющее давление действует сверху. Используют наполнительную рамку. При подаче сжатого воздуха в нижнюю часть цилиндра 1 прессовый поршень 2, стол 3 с прикрепленной к нему модельной плитой 4 с моделью поднимается. Прессовая колодка 7, закрепленная на траверсе 8 входит в наполнительную рамку 6 и уплотняет формовочную смесь в опоке 5. После прессования стол с модельной оснасткой опускают в исходное положение. У машин с нижним прессованием формовочная смесь уплотняется самой моделью и модельной плитой.
 Уплотнение встряхиванием происходит в результате многократно повторяющихся встряхиваний.Под действием сжатого воздуха, подаваемого в нижнюю часть цилиндра 1, встряхивающий поршень 2 и стол с закрепленной на нем модельной плитой 4 с моделью поднимается на 30…100 мм до выпускного отверстия, затем падает. Формовочная смесь в опоке 5 и наполнительной рамке 6 уплотняется в результате появления инерционных сил. Способ характеризуется неравномерностью уплотнения, уплотнение верхних слоев достигается допрессовкой.
Уплотнение встряхиванием происходит в результате многократно повторяющихся встряхиваний.Под действием сжатого воздуха, подаваемого в нижнюю часть цилиндра 1, встряхивающий поршень 2 и стол с закрепленной на нем модельной плитой 4 с моделью поднимается на 30…100 мм до выпускного отверстия, затем падает. Формовочная смесь в опоке 5 и наполнительной рамке 6 уплотняется в результате появления инерционных сил. Способ характеризуется неравномерностью уплотнения, уплотнение верхних слоев достигается допрессовкой.
|
|
|
Песок – основной компонент формовочных и стержневых смесей.
Глина является связующим веществом, обеспечивающим прочность и пластичность, обладающим термической устойчивостью. Широко применяют бентонитовые или каолиновые глины.
Формовочные и стержневые смеси должны обладать рядом свойств.
Огнеупорность – способ-ть смеси и формы сопротивляться размягчению или расплавлению под воздействием темпер-ры расплавленного Ме.
Прочность – способность смеси обеспечивать сохранность формы без разрушения при изготовлении и эксплуатации.
Поверхностная прочность (осыпаемость) – сопротивление истирающему действию струи металла при заливке,
Пластичность – способность воспринимать очертание модели и сохранять полученную форму,
Податливость – способность смеси сокращаться в объеме под действием усадки сплава.
Текучесть – способность смеси обтекать модели при формовке, заполнять полость стержневого ящика.
Термохимическая устойчивость или непригарность – способность выдерживать высокую температуру сплава без оплавления или химического с ним взаимодействия.
Негигроскопичность – способность после сушки не поглощать влагу из воздуха.
Долговечность – способность сохранять свои свойства при многократном использовании.
По характеру использования формовочные смеси разделяют на облицовочные, наполнительные и единые.
Облицовочная – используется для изготовления рабочего слоя формы. Содержит повышенное количество исходных формовочных материалов и имеет высокие физико- механические свойства.
Наполнительная – используется для наполнения формы после нанесения на модель облицовочной смеси. Приготавливается путем переработки оборотной смеси с малым количеством исходных формовочных материалов.
Облицовочная и наполнительная смеси необходимы для изготовления крупных и сложных отливок.
Единая – применяется одновременно в качестве облицовочной и наполнительной. Используют при машинной формовке и на автоматических линиях в серийном и массовом производстве. Изготавливается из наиболее огнеупорных песков и глин с наибольшей связующей способностью для обеспечения долговечности.

