 2015-05-26
2015-05-26 11838
11838Изготовление деталей машин, разнообразных механизмов и приборов из любых конструкционных материалов состоит в из формообразовании с соблюдением необходимой геометрии (размеры, форма), а также допустимой чистоты поверхности (шероховатость). В результате соответствующих переработок формообразования получают заготовку или полупродукт, который служит для изготовления соответствующей детали. Заготовка может быть получена способами литья, сваркой, пайкой, методами порошковой металлургии. При этом улучшение качества заготовки подразумевает достижение минимальных припусков на последующую механическую обработку и высокая чистота поверхности.
Процесс литья заключается в заливке расплавленного и перегретого (до оптимальной температуры) металла в литейную форму, внутренняя полость которой соответствует (с определенным допуском) конфигурации и размерам будущей детали. Конечную продукцию называют отливкой. В процессе кристаллизации расплавленного металла и последующего охлаждения формируются механические и эксплуатационные свойства отливок. После литья отливка может быть либо полностью готовым изделием, либо заготовкой. В последнем случае на отливке предусматривается припуск.
|
|
|
Достоинства литейной технологии: 1) универсальность, позволяющая получать отливки сложной конфигурации из большой номенклатуры сплавов, широкого диапазона размеров и массы (от нескольких граммов до сотен тонн); 2) экономичность процесса в серийном производстве.
Недостатки процесса литья: 1) пониженные пластичность и прочность литой заготовки по сравнению с деталями, полученными методом штамповки; 2) необходимость проведения сложных и дорогостоящих операций по обеспечению техники безопасности и экологической защиты окружающей среды.
Для производства отливок используются сплавы черных металлов: серые, высокопрочные, ковкие и другие виды чугунов; углеродистые и легированные стали; сплавы цветных металлов; медные (бронзы и латуни), цинковые, алюминиевые и магниевые сплавы; сплавы тугоплавких металлов; титановые, молибденовые, вольфрамовые и другие.
Все сплавы, используемые для литья, должны обладать специальными литейными свойствами:
· жидкотекучесть (способность сплава свободно заполнять литейную форму). Она зависит от температурного интервала кристаллизации, вязкости и поверхностного натяжения расплава, температуры заливки и формы, свойств литейной формы;
· усадка (уменьшение размеров при затвердевании и охлаждении). Различают объемную и линейную усадки. Для фасонного литья допустимая усадка – не должна превышать 2,5%;
|
|
|
· ликвация (дендритная, объемная, по удельному весу). Это химическая неоднородность состава стали по объему отливки. Стали и сплавы, склонные к ликвации, требуют специальной обработки, уменьшающей ее величину;
· склонность к поглощению газов, которые могут быть уменьшены специальными технологиями.
Требования к отливкам: 1) заданная плотность; 2) однородность по химическому составу и структуре; 3) минимальные внутренние напряжения; 4) гладкая и чистая поверхность отливки.
Литейная форма представляет собой конструкцию, состоящую из элементов, образующих рабочую полость, заполнение которой расплавом обеспечивает получение отливки заданных размеров и конфигурации. Литейные формы подразделяют по количеству заливок на разовые и многократные, по материалу – на песчаные, песчано-цементные, гипсовые, металлические и другие.
Металлические формы из чугуна и стали являются многократными (постоянными), поскольку выдерживают сотни и тысячи заливок. Песчаные, оболочковые формы со смоляным связующим и формы, изготовленные по выплавляемым моделям, являются разовыми. Разовые литейные формы получают с помощью специальных приспособлений – моделей. Процесс изготовления литейных форм из формовочных смесей называют формовкой. Последний включает подготовку оснастки; дозирование смеси; введение ее в рабочую полость оснастки; уплотнение смеси в оснастке; выполнение вентиляционных каналов; вытяжка модели из формы и извлечение стержня; отделка элементов формы, сборки и установка под заливку.
Модельный комплект – это совокупность технологической оснастки и приспособлений, необходимых для образования в форме полости, соответствующей контурам отливки. В модельный комплект входят модели, модельные плиты, стержневые ящики, модели элементов литниковой системы и другие приспособления.
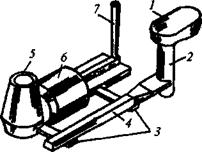
Литейная модель (рис. 11а) – это приспособление, при помощи которого в литейной форме получают полость с формой и размерами, близкими к конфигурации получаемой отливки. Литейные модели бывают неразъемными, разъемными, с отъемными частями и другие.
Модельная плита (рис.11 б) – металлическая плита с закрепленными на ней моделями и элементами литниковой системы. Ее применят при машинной формовке.
Стержневой ящик (рис. 11в) – приспособление, служащее для изготовления стержней. Бывают цельными, разъемными, вытряхными и другие. Стержень - это элемент литейной формы для образования отверстия или внутренней полости, или сложного контура в отливке.

|

|
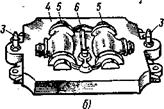
Рисунок 11 - Литейная модель (а), модельная плита (б) и стержневой ящик (в) для корпуса вентиля
Припуск на механическую обработку – слой металла, удаляемый в процессе механической обработки отливки с ее обрабатываемых поверхностей для обеспечения заданной геометрической точности и качества поверхности детали.
Формовочные уклоны служат для удобства извлечения модели из формы без ее разрушения и для свободного удаления стержня из стержневого ящика. Уклоны выполняют в направлении извлечения модели из формы.
Модели и стержневые ящики для единичного и серийного производства изготовляют деревянными, а для массового производства – из чугуна, алюминиевых сплавов, пластмассы.
Формовочные материалы – это совокупность природных и искусственных материалов, используемых для приготовления формовочных и стержневых смесей. В качестве исходных материалов используют формовочные кварцевые пески и литейные формовочные глины. Глины обладают связующей способностью и термохимической устойчивостью, что позволяет получать отливки без пригара. Если глина не обеспечивает необходимых свойств смесей, применяют различные связующие материалы: смолы, олифа, жидкое стекло.
|
|
|
Формовочная смесь – это многокомпонентная смесь формовочных материалов, соответствующая условиям технологического процесса изготовления литейных форм. Формовочные смеси по характеру использования разделяют на облицовочные, наполнительные и единые.
Облицовочная смесь – это формовочная смесь, используемая для изготовления рабочего слоя формы. Такие смеси содержат повышенное количество исходных формовочных материалов (песка, глины) и имеют высокие физико-механические свойства.
Наполнительная смесь – это формовочная смесь для наполнения формы после нанесения на модель облицовочной смеси. Поэтому ее приготовляют путем переработки оборотной смеси с малым количеством исходных формовочных материалов. Облицовочные и наполнительные формовочные смеси используют при изготовлении крупных и сложных отливок.
Единая смесь – это формовочная смесь, применяемая одновременно в качестве облицовочной и наполнительной смеси. Такие смеси применят при машинной формовке и на автоматических линиях в серийном и массовом производствах. Единые смеси приготовляют из наиболее огнеупорных песков и глин с наибольшей связующей способностью, чтобы обеспечить их долговечность.
Формовочные смеси должны иметь высокую огнеупорность, достаточную прочность и газопроницаемость, пластичность, податливость и т.д.
Огнеупорность – способность смеси и формы сопротивляться размягчению или расплавлению под воздействием температуры расплавленного металла. Чем крупнее песок, тем меньше в нем примесей и пыли, и чем больше кремнезема, тем более огнеупорная смесь. При низкой огнеупорности на поверхности отливки образуется пригар – прочное соединение формовочной или стержневой смеси с поверхностью отливки.
Прочность – способность материала формы не разрушаться при извлечении модели из формы, транспортировании и заливке форм. Прочность формовочной смеси увеличивается с увеличением содержания глины, с уменьшением размеров зерен песка, плотности.
Газопроницаемость – способность смеси пропускать через себя газы. Газопроницаемость тем выше, чем больше песка в формовочной смеси и чем он крупнее, а также чем меньше содержание глины в формовочной смеси.
|
|
|
Пластичность – способность деформироваться без разрушения и точно воспроизводить отпечаток модели. Пластичность смеси увеличивается с повышением в ней (до определенного предела) связующих материалов и воды, а также песка с мелкими зернами.
Податливость – способность формы или стержня сжиматься при усадке отливки.
Технологические свойства формовочных смесей:
1) текучесть – способность обтекать модели под действием внешних сил или заполнять полости стержневых ящиков;
2) термохимическая устойчивость – способность смеси не оплавляться и не образовывать химических соединений. Если низкая, то на поверхности формы образуется пригар (смесь окислов);
3) выбиваемость – способность свободно удаляться из отливки после ее охлаждения;
4) гигроскопичность – способность смеси после сушки поглощать влагу из окружающей среды; должна быть минимальной.
Стержневая смесь – это многокомпонентная смесь формовочных материалов, соответствующая условиям технологического процесса изготовления литейных стержней. Стержни при заливке расплавленного металла испытывают значительные тепловые и механические воздействия по сравнению с формой, поэтому стержневые смеси должны иметь более высокую огнеупорность, газопроницаемость, податливость, малую газотворную способность, легко выбиваться из отливок и т.д.
Приготовляют формовочные и стержневые смеси перемешиванием компонентов смеси в течение 5-12 минут с последующим их выстаиванием в бункерах. Все операции приготовления смесей – просушка, дробление и просеивание формовочных материалов, отделение металлических включений, подача в смесители компонентов смеси, перемешивание их, разрыхление и подача готовой смеси к формовочным машинам – осуществляются автоматически.
Литниковая система представляет собой систему каналов и элементов литейной формы, обеспечивающих подвод расплавленного металла в полость формы и ее заполнение, а также питание отливки при затвердевании (рис. 12).
|
Рисунок 12 - Отливка с литниковой системой: 1 – литниковая чаша; 2 – стояк; 3- питатели; 4 – шлакоуловитель; 5 – прибыль; 6 – отливка; 7 – выпор.
Шлакоуловитель – элемент литниковой системы, канал в плоскости разъема литейной формы. Предназначен для задержки шлака и других неметаллических включений и для подачи металла к питателям.
К литниковой системе относят также выпоры и прибыли. Выпор предназначен для вывода газов и всплывающих шлаков из полости формы: он же сигнализирует о конце заливки появлением избытка металла. Прибыли компенсируют усадку отливки, поэтому их располагают над массивными частями отливки. При этом конфигурацию и размеры прибылей подбирают таким образом, чтобы процесс кристаллизации отливки завершался именно в них.
Условия эффективности прибылей:
1) прибыль должна затвердевать после отливки или питаемого термического узла;
2) запас жидкого металла в прибыли должен быть достаточным для питания отливки;
3) форма прибыли и ее расположение должны обеспечить свободный доступ жидкого металла к отливке;
4) размеры и масса прибыли должны быть минимальными.
Последовательность операций изготовления отливки
1. Окраска и сборка форм: для уменьшения физико-химического воздействия между жидким металлом и формовочной смесью для получения более чистой поверхности отливки, поверхность формы и стержня покрывают специальными высокотемпературными присыпками и красками. Краски содержат в себе: огнеупорный наполнитель – мелкоизмельченный кварцевый песок; связующие – жидкое стекло; дисперсную среду – бензин, ацетон, спирт. После окраски обе полуформы и стержни подвергают сборке. Для этого в нижнюю опоку устанавливают стержни. Затем ставят верхнюю опоку и скрепляют с нижней специальными замками.
2. Заливка литейных форм – этопроцесс заполнения полости литейной формы расплавленным металлом из чайниковых, барабанных и других ковшей. Ковш с расплавленным металлом от плавильных печей к месту разливки перевозят мостовым краном или по монорельсовому пути.
Важное значение при заливке форм имеет выбор температуры заливки расплавленного металла. При повышенной температуре заливки возрастает жидкотекучесть металла, улучшается питание отливок, но горячий металл более газонасыщен, сильнее окисляется, вызывает пригар на поверхности отливки. В то время как низкая температура заливки увеличивает опасность незаполнения полости формы, захвата воздуха, ухудшается питание отливки. Заливка производится при температуре металла на 30-100°C выше температуры плавления.
3. Охлаждение отливок в литейных формах после заливки продолжается до температуры выбивки. Небольшие тонкостенные отливки охлаждаются в форме несколько минут, а толстостенные (массой 50-60 т) – в течение нескольких суток и даже недель.
4. Выбивка: после заливки металла, его охлаждения и затвердевания производят выбивку отливки (процесс удаления затвердевших и охлажденных до определенной температуры отливок из литейной формы, при этом литейная форма разрушается). Выбивка отливок осуществляют на различных выбивных установках. Отработанная формовочная смесь поступает в специальные формовочные участки для регенерации и последующего использования.
5. Обрубка: выбитые из формы отливки подвергают обрубке (процесс удаления с отливки прибылей, литников, выпоров и заливов по месту сопряжения полуформ). Обрубку производят пневматическими зубилами, ленточными и дисковыми пилами, газовой резкой и на прессах. Литники от чугунных отливок отбивают молотками сразу же после выбивки из форм перед удалением стержней. Литники и прибыли от стальных отливок отрезают газовой или плазменной резкой. Ленточные и дисковые пилы используют для обрубки отливок из алюминиевых, магниевых, медных сплавов. После обрубки отливки зачищают, удаляя мелкие заливы, остатки прибылей, выпоров и литников. Зачистку выполняют маятниковыми и стационарными шлифовальными кругами, пневматическими зубилами, газоплазменной обработкой и другими способами.
6. Очистка отливок - это процесс удаления пригара, остатков формовочной и стержневой смеси с наружных и внутренних поверхностей отливок. Ее осуществляют в галтовочных барабанах периодического или непрерывного действия, в гидропескоструйных и дробеметных камерах, химической или электрохимической обработкой и другими способами.
После всего этого отливка проходит термическую обработку, контроль качества металла и поступает в механические цеха на дальнейшую обработку.
Литье в оболочковые формы – это способ получения отливок свободной заливкой расплава в оболочковые формы из термореактивных смесей. Оболочковые формы отличаются высоким комплексом технологических свойств: достаточной прочностью, газопроницаемостью, податливостью, негигроскопичностью.
Оболочковые формы изготавливают из формовочных песчано-смоляных смесей с термопластичными или термореактивными связующими смолами. Если смола в смеси находится в порошкообразном состоянии, то такую формовочную смесь называют неплакированной, а если зерна песка покрыты сплошной тонкой пленкой смолы, то смесь будет плакированной. Формовочная смесь содержит наполнитель – мелкозернистый кварцевый песок – 100%: связующее – пульвербакелит (фенолформальдегидная смола с добавками уротропина) – 6-7%; увлажнитель (керосин, глицерин) – 0,2-0,5%; растворитель (ацетон, этиловый спирт) – до 1,5%.
Оболочковые формы получают с помощью нагретых металлических моделей, изготавливаемых из серого чугуна, стали и алюминиевых сплавов. Каждая из форм состоит из двух соединенных оболочковых полуформ. Толщины оболочек для мелких и среднего размера отливок колеблются соответственно в пределах 8-10 и 12-15 мм. Технология изготовления оболочек включает в себя следующие операции:
1. Нагрев модельной оснастки до 200 - 250°C.
2. Нанесение на рабочую поверхность модельной оснастки (пульверизатором) разделительного состава – быстро затвердевающей силиконовой жидкости, образующей при этом разделительную пленку, которая предотвращает прилипание к оснастке формовочной смеси и тем самым упрощает последующее отделение оболочки от модели.
3. Нанесение песчано-смоляной смеси на модельную оснастку.
4. Формирование и отверждение оболочки необходимой толщины.
5. Съем оболочковой полуформы после ее изготовления с модели осуществляется с помощью толкателей.
Способом литья в оболочковые формы получают отливки массой от 0,2 до 200 кг практически из любых литейных сплавов. Этим способом изготавливают ребристые мотоциклетные цилиндры, коленчатые валы автомобильных двигателей.
Преимущества способа литья в оболочковые формы: возможность получения тонкостенных отливок; небольшой расход смеси; качественная структура металла за счет повышенной газопроницаемости форм; широкая возможность автоматизации; небольшие допуски на обработку резанием.
Недостатки: ограниченный размер отливок (до 1500 мм); высокая стоимость смесей; выделение вредных паров и газов из смесей при изготовлении форм.
Кокильным литьем называют процесс получения отливок посредством свободной заливки расплавленного металла в многократно используемые металлические формы – кокили. Многократность использования формы обусловлена, главным образом, материалом отливки. С помощью одной формы (или большей части ее элементов) кокильным литьем получают до 500 мелких стальных, 5000 чугунных или десятки тысяч алюминиевых отливок. Отдельные элементы кокиля (в первую очередь – стержни, оформляющие внутренние полости отливки) могут изготавливаться как из металла, так и из стержневой смеси; в последнем случае они предназначены лишь для разового использования. Металлические стержни сложной формы целесообразно делать разборными.
При конструировании кокилей необходимо обеспечить их технологичность, в которую включаются следующие требования:
1) наличие минимально необходимого числа разъемов и стержней;
2) использование стандартных и унифицированных деталей;
3) конструктивное обеспечение быстрого удаления из рабочей полости кокиля газов посредством различных вентиляционных каналов;
4) легкое удаление из кокиля отливок и металлических стержней, а также сменных элементов кокиля;
5) наличие элементов для естественного и искусственного охлаждения;
6) включение в конструкцию кокиля (или стержня) элементов литниковой системы для обеспечения разливки расплава;
7) обеспечение (за счет центрирующих штырей, отверстий, фиксирующих шпонок) четкой сборки (без перекоса) при смыкании подвижных частей кокиля;
8) конструктивное обеспечение регулируемого теплоотвода за счет использования многослойных кокилей, стенки которых состоят из двух (или более) слоев с разным составом, структурой и теплопроводностью.
Технологический процесс кокильного литья требует специальной подготовки кокиля к заливке и включает следующие операции:
1) очистку рабочей поверхности кокиля от остатков отработанного покрытия, загрязнений и ржавчины;
2) нанесение на предварительно подогретые до 100-150°C рабочие поверхности кокиля специальных теплоизоляционных слоев и противопригарных красок, одновременно повышающих качество поверхности отливок;
3) нагрев кокиля до оптимальной (для каждого сплава своей) температуры в пределах 115-475°C в целях повышения заполняемости формы расплавом и тем самым улучшения качества отливок;
4) сборку формы, состоящую из простановки стержней и соединения металлических полуформ;
5) заливку расплава в форму;
6) охлаждение отливок до установленной температуры;
7) разборку кокиля с извлечением отливки.
Металлический стержень извлекается из отливки до ее удаления из кокиля. Для удаления воздуха и газов из рабочих полостей кокилей широко используют естественные зазоры между элементами формы – разъемные и неразъемные стыки деталей кокиля. По этим стыкам устраивают газоотводные (вентиляционные) каналы глубиной 0,2-0,5 мм, выполняя их в виде рисок-насечек или тонких щелей. Глубокие полости вентилируются через специально устанавливаемые в стенках кокиля вентиляционные пробки и игольчатые вставки (пакеты иголок, запрессованные в сквозные отверстия формы), имеющие газоотводные зазоры.
Все операции технологического процесса литья в кокиль механизированы и автоматизированы. Используют однопозиционные и многопозиционные автоматические кокильные машины и автоматические кокильные линии изготовления отливок.
При литье в кокиль сокращается расход формовочной и стержневой смесей. Затвердевание отливок происходит в условиях интенсивного отвода теплоты от залитого металла, что обеспечивает более высокие плотность металла и механические свойства, чем у отливок, полученных в песчаные формы. Кокильные отливки имеют высокую геометрическую точность размеров и малую шероховатость поверхности, что снижает припуски на механическую обработку вдвое по сравнению с литьем в песчаные формы. Этот способ литья высокопроизводителен.
Недостатки кокильного литья: высокая трудоемкость изготовления кокилей, их ограниченная стойкость, трудность изготовления сложных по конфигурации отливок.

