 2015-05-30
2015-05-30 3881
38817.1. Особенности сборки резьбовых соединений
Резьбовые соединения относятся к типовым сопряжениям, отличаются простотой, надежностью, возможностью многократной разборки и сборки соединений, поэтому они составляют 70–80% всех соединений современных машин.
Детали резьбового соединения: болт, шпилька, гайка, винт, поступающие на сборку, не должны иметь смятой и изношенной резьбы, отклонение от перпендикулярности оси резьбы к торцу шпильки должно быть 0,05–0,10 мм на длине 50…125 мм.
Во избежание коробления деталей резьбовые соединения следует затягивать в определенной последовательности (рис. 7.1).
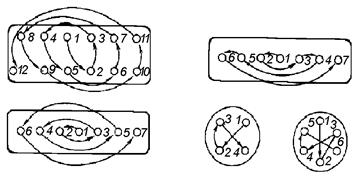
Рис. 7.1. Последовательность затяжки гаек (болтов)
в различных сопряжениях
В начале соединение затягивается торцевым ключом до упора, затем все гайки необходимо довернуть на 1/3 оборота и, наконец, до полной затяжки динамометрическим ключом.
Не следует допускать перетяжки резьбового соединения. Максимальный момент при затяжке болтов и гаек равен:
 , (7.1)
, (7.1)
где  – предел прочности материала болта и шпильки;
– предел прочности материала болта и шпильки;
|
|
|
 – диаметр болта или шпильки.
– диаметр болта или шпильки.
Распространены следующие разновидности резьбовых соединений:
а) для обеспечения неподвижности и прочности сопрягаемых деталей;
б) для обеспечения прочности и герметичности;
в) для правильности установки сопрягаемых деталей;
г) для регулирования взаимного положения деталей.
Неподвижную посадку шпильки в тело детали осуществляют одним из трех способов.
По первому способу – путем создания натяга по среднему диаметру (радиальный натяг) всех витков.
При втором способе шпилька идет достаточно свободно в гнездо вплоть до сбега, а при дальнейшем ее вращении создается натяг в витках сбега.
В третьем случае неподвижность шпильки обеспечивается за счет буртика, при упоре которого в корпус создается осевой натяг.
Крутящий момент, необходимый для завинчивания шпильки в корпус, зависит от натяга, размеров и состояния резьбы. Принимая условно корпус 1 (рис. 7.2) за толстостенную трубу диаметром D, в которую завинчивается шпилька 2, можно записать выражение:
 , (7.2)
, (7.2)
где  – эффективный диаметральный натяг по среднему диаметру резьбы
– эффективный диаметральный натяг по среднему диаметру резьбы  , равный расчетному натягу
, равный расчетному натягу  , уменьшенному на
, уменьшенному на  , где
, где  и
и  – максимальная высота микронеровностей резьб шпильки корпуса;
– максимальная высота микронеровностей резьб шпильки корпуса;
 и
и  – соответственно модули упругости и коэффициенты Пуассона материала шпильки и корпуса.
– соответственно модули упругости и коэффициенты Пуассона материала шпильки и корпуса.
Давление  на условную цилиндрическую поверхность диаметром
на условную цилиндрическую поверхность диаметром  равно:
равно:
 (7.3)
(7.3)
или, принимая диаметр тела, куда ввинчивается шпилька, т. е. условной толстостенной трубы  , получаем:
, получаем:
 . (7.4)
. (7.4)
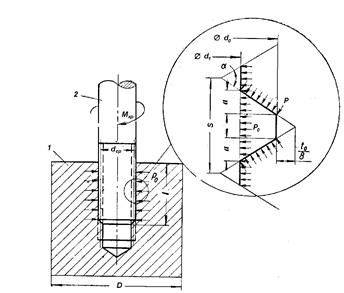
Рис. 7.2. Схема завинчивания шпильки
На боковой поверхности витков резьбы будут действовать силы трения, вызываемые давлением  , определяемым по следующему выражению:
, определяемым по следующему выражению:
|
|
|
 , (7.5)
, (7.5)
где  – параметры резьбы.
– параметры резьбы.
Сила трения  на боковых поверхностях витка резьбы равна:
на боковых поверхностях витка резьбы равна:
 , (7.6)
, (7.6)
где  – коэффициент трения;
– коэффициент трения;
 – площадь двух боковых поверхностей витка.
– площадь двух боковых поверхностей витка.
 . (7.7)
. (7.7)
Момент силы трения  , который нужно преодолеть при завинчивании шпильки, равен:
, который нужно преодолеть при завинчивании шпильки, равен:
 , (7.8)
, (7.8)
где  – число витков
– число витков
Для метрической резьбы:
 , (7.9)
, (7.9)
где  ;
;  ;
;  ;
;  .
.
Коэффициент трения для стальных шпильки и корпуса равен 0,1…0,2; для чугунного корпуса 0,07…0,15; для алюминиевого или бронзового – 0,04…0,1.
Допуски на перпендикулярность установки резьбовых шпилек назначаются в зависимости от точности и длины выступающей части шпильки.
Например, при длине выступающей части до 50 мм в зависимости от точности допускается отклонение в пределах от 50 до 75 мкм.
Болтовые и винтовые соединения, применяемые в машинах, как правило, используются с предварительной затяжкой (рис. 7.3).
Под действием силы затяжки  (рис. 7.3а) болт, винт, шпилька удлиняются на величину
(рис. 7.3а) болт, винт, шпилька удлиняются на величину  , а деталь сжимается на величину
, а деталь сжимается на величину  .
.
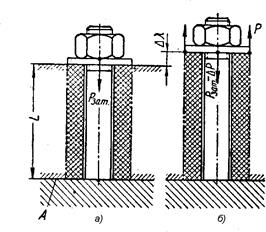
Рис. 7.3. Схема резьбового соединения
 ;
;  ;
;  , (7.10)
, (7.10)
где  – длина болта;
– длина болта;
 и
и  – модули упругости материала болта и детали;
– модули упругости материала болта и детали;
 и
и  – поперечные сечения болта и детали (условного цилиндра).
– поперечные сечения болта и детали (условного цилиндра).
При работе соединения на него действует возникающее в машине рабочее усилие  , в результате сила предварительного натяга
, в результате сила предварительного натяга  уменьшится на величину
уменьшится на величину  и болт (винт, шпилька) удлинится на величину
и болт (винт, шпилька) удлинится на величину  (рис. 7.3б).
(рис. 7.3б).
Для болта (шпильки):  . (3.16)
. (3.16)
Для стягивания детали:  . (3.17)
. (3.17)
При затягивании гайки момент  , прикладываемый к ней, идет на преодоление трения торца гайки
, прикладываемый к ней, идет на преодоление трения торца гайки  о неподвижную опорную поверхность скрепляемых деталей и трение в резьбе
о неподвижную опорную поверхность скрепляемых деталей и трение в резьбе  :
:
 ; (7.11)
; (7.11)
 , (7.12)
, (7.12)
где  – коэффициент трения на торце гайки.
– коэффициент трения на торце гайки.
 , (7.13)
, (7.13)
где  – сила затяжки, действующая по оси болта;
– сила затяжки, действующая по оси болта;
 – угол подъема резьбы;
– угол подъема резьбы;
 – угол трения;
– угол трения;
 – средний диаметр резьбы:
– средний диаметр резьбы:
 , (7.14)
, (7.14)
где  – шаг резьбы.
– шаг резьбы.
Для метрической резьбы:
 , (7.15)
, (7.15)
где  – коэффициент трения в прямоугольной резьбе.
– коэффициент трения в прямоугольной резьбе.
Контроль усилия или момента затяжки осуществляется:
· замером удлинения болта (для длинных мощных болтов);
· поворотом гайки на расчетный угол;
· применением динамометрических ключей.
Надежность резьбовых соединений обеспечивается: а) пружинными шайбами (гроверами), у которых развод разрезанных частей должен быть на величину их толщины, а кромки разреза не затуплены; б) шплинтами; в) отгибными шайбами; г) контргайками (с толщиной – высотой такой же, как и у основной гайки).

