 2015-07-14
2015-07-14 1077
1077Листовая штамповка – получение деталей из листовой заготовки резанием в штампах или превращение плоской заготовки в пространственную деталь без значительного изменения толщины стенки. Применяются в основном малоуглеродистые стали, а также сплавы меди и
алюминия, свинца и олова в виде листов, лент, полос и штучных заготовок (δ ≤ 10 мм). Листовая штамповка делится на холодную, тонко- и толстолистовую (δ > 4), и горячую штамповки при δ > 8... 10 мм. Операции листовой штамповки делятся на: 
разделительные: отрезка, вырубка, пробивка, зачистка; o формоизменяющие: гибка, вытяжка, отбортовка, формовка и др. (рис. 9.6). Отрезка – отделение одной части от другой по незамкнутому контуру. Резка производится на ножницах с параллельными ножами, гильотинных и дисковых (роликовых).
Вырубка (детали) и пробивка (отверстия в детали) – отделение одной части от другой по замкнутому контуру. Зазор между матрицей и пуансоном 5... 10 % от толщины материала δ, при пробивке – за счет матрицы, при вырубке – за счет пуансона. Зазор выбирается так, чтобы скалывающие трещины, возникающие у лезвий пуансона и матрицы, сходились. Гибка – изменение положения частей заготовки в пространстве путем плоского деформирования. Растяжение волокон при вершине угла может привести к их разрыву (трещине), поэтому гибка ограничивается минимальным радиусом Rmin = δ×⋅К, где К = 0,1... 2,0 – определяется по таблицам в зависимости от материала и направления проката. Ребро гибки должно быть перпендикулярно направлению проката. Вытяжка – получение из плоской листовой заготовки полого изделия или из полой заготовки пространственной детали нужной формы и размеров. Возможно образование гофр, если Dзаг. – d > (18... 20) δ, где δ – относительное удлинение. Удельное давление прижима от 1 до 4 Па. Вытяжка может производиться с утонением стенки и без утонения. Растягивающие усилия наибольшего значения достигают в месте перехода дна в стенку. Операция ведется со смазкой. При многократной вытяжке вследствие наклепа могут возникнуть трещины, поэтому делают межоперационный отжиг при t = 920... 950°. Затем произ- 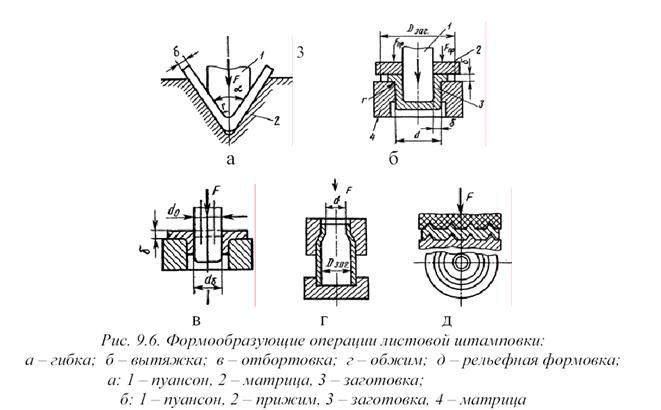
водят травление в растворе смеси HСl и H2SO4 при t = 60 °С, потом промывку и нейтрализацию щелочью. Формовка – изменение формы изделий при сохранении наружного контура за счет утонения деформируемой части изделия. Отбортовка – получение горловин и бортов вокруг предварительно пробитого отверстия. Штампы для листовой штамповки делят на простые (для выполнения одной операции на прессах простого или двойного действия) и комбинированные (для нескольких операций последовательного или совмещенного действия). Зачистка – оформление кромок изделия.

