 2015-08-21
2015-08-21 921
921Преподаватель: Косарев Алексей Андреевич
Лекция № 1:
Целью практики является изучение студентами основных операций технологического процесса использования авиационного оборудования (АО), воздушных судов (ВС), практического освоения простых электро-монтажных операций при техническом обслуживании и текущем ремонте электро-технических изделий на ВС. В результате прохождения электро-монтажной практики студенты должны знать:
1. Общие меры электро-безопасности и меры безопасности при проведении электро-монтажных паяльных работ.
2. Основые правила электро-монтажа блоков, узлов авиационного оборудования, элементов бортовой электрической сети самолета.
3. Уметь выполнять основные приемы работ по электро-монтажу и получить навыки по выполнению без-кислотной, низко-температурной пайки, проводов штепсельных разъемов, конструкций и электро-схем.
4. Оценивать качество электро-проводов, их состояние. (сдесь не дописал, но суть ясна)
5. Выполнять подготовительные заключительные работы по техническому обслуживанию (ТО) ВС.
6. Выполнять под руководством техника не сложные работы по техническому обслуживанию и устранения неисправностей, внешний осмотр проводов, очистки от пыли, грязи и снега, замена электрических ламп, монтаж – демонтаж блоков оборудования, стыковку – растыковку штепсельных разъемов (ШР).
Электро-монтаж (ЭМ) проводится в соответсвии с рабочей программой, согласно которой студенты должны в лаборатории и на самолетах УАТЦ пройти следующие темы:
1. ЭМ работы
2. Системы электро-снабжения переменным током с 115/200 В, 3Ф, 400Гц; 27 В.
3. Системы запуска двигателей
4. Топливная система
5. Система кондиционирования воздуха
6. Противооблединительная система
7. Гидросистема управления самолетом
8. Светотехническое оборудование
9. Пожарная система
1. ЭМ работы
Меры безопасности при проведении ЭМ работ.
Поражение людей электрическим током может возникнуть при непосредственном прикосновении к токоведущим частям установок и в следствии поражение проводки.
Поражение током может быть тепловым, электро-химическим, электро-динамическим.
Исход травмы зависит от многих фактров: величины тока, пути прохождения, состояния организма, частоты и рода тока.
В связи с этими показателями запрещается:
1. Производить работы не соответствующие прав у исполнителя группы.
2. Производить комутацию соединительных разрывов при вкл. электро-питании.
3. Оставлять без контроля электро-оборудование.
4. Включать электро-установки без заземления запрещено.
5. Пользоваться неисправным, не изолированным, не учтенным оборудованием.
6. Использование проводов с испорченной изоляцией.
7. Загромождение проходов к электро-щитам.
8. Подключение к левым или не лабораторным электро-питанию.
9. Устанавливать предохранители не соответсвующие положенному.
10. Производить работы при вкл. электро-питании.
Исключить прикосновение тока к ведущим частям аппаратуры, на улице 42 В, в помещении с повышенной опасностью 12 В.
Периодически проверять сопротивление изоляции токоведущих частей, должно быть не менее 0.5 МОм, и проверять заземление, должно быть 0.1 МОм.
Уметь указать первую мед. помощь пострадавшему от воздействия током.
О всякой замеченной неисправности сообщать руководителю.
Меры безопасности при проведении ЭМ работ:
1. Не повторять выше указанные ситуации. (сдесь подправте, у меня фигня написана)
2. Соблюдать осторожность при работе с инструментом.
Элементы ЭМ аппаратуры
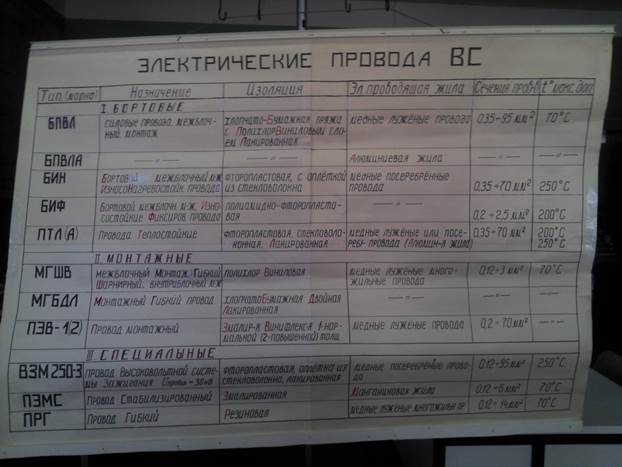
В электрических проводах, проводниками электрического тока считаются материалы имеющие удельное электрическое сопротивление порядка 10^-7….10^-3 Ом/см.
В самолето-строении для проводящих жил используют цветные металлы (медь, аллюминий, никель, цинк, олово, свинец, вольфрам, серебро и их сплавы).
Для изоляции жил используют самые различные изолирующие оболочки и обмотки, в зависимости от конкретных требований и проводящих материалов.
По своему обозначению авиационные провода разделяются на:
Монтажно-установочное оборудование
Штепсельные разъёмы (ШР) – предназначен для обеспечения удобства монтажа и демонтажа жгутов и отдельных агрегатов. Применяется 2 типа: ШР (старого образца) и РМ (разъем мало-габаритный)
ШР3Г32У12НГ1 штепсель старого образца
1 2 3 4 5 6 7 8
1. Штепсельный разъем
2. Герметизированный, если нет «Г» то негерметизированный
3. Посадочный диаметр (диаметр штепселя)
4. Угловой (если будет стоять «П» то прямой)
5. Число контактных групп
6. Не экранированный (если будет стоять «Э» то экранированный)
7. Г – гнезда, Ш – штыки
8. Номер по каталогу
2РМДТ27КПН19Г5А1 новый образец штепселя
1 2 3 4 5 6 7 8 9 10
1. Разъем малогабаритный
2. Д – длинный, если нет Д то короткий
3. Т – тропико-устойчивый
4. Посадочный диаметр
5. К – кабельный, если Б – блочный
6. П – прямой, если У – угловой
7. Н – не экранированный, Э – экранированный
8. Число контактов
9. Г – гнезда, если Ш – штыки
10. Номер по каталогу
Нумерация гнезд идет слева на право, начиная от выемки сверху, а нумерация штыков идет справа на лево
Предназначена для управления системами и агрегатами оборудования, по способу в приведение в действие (вкл) делится на 2 группы: прямого и дистанционного действия. К аппаратуре прямого действия относятся выключатели, переключатели и кнопки. Коммутационная аппаратура дистанционного действия представляет собой электромагнитные устройства с якорем связанны контакты, управление осуществляется аппаратом прямого действия, реле применятется там. Где напряжение не более 50А, а контактная аппаратура применяется на напряжении 50 – 60 А
Предназначена для предотвращения последствий аварийных режимов в цепях питательных и распределительных.
Предохранители бывают: плавкие вставки, от 2 до 40 А, от 60 до 100 А в открытом исполнении; стеклянные предохранители от 5 до 40 А; тугоплавкие от 200 до 900 А
Биметаллические автоматы защиты – основное достоинство многократность действия. К ним относятся АЗР (автомат защиты сети) без свободного расцепления (пока не остынет, не включишь), АЗС с свободным расцеплением (держишь, пока не запустится силовая установка)
Дифференциальная защита – работает на принципе сравнения токов в начале и в конце защищаемого участка (продольная защита, или в 2х параллельных линиях с одинаковыми параметрами).
Пайка
Пайка это процесс получения неразъемного соединения металлических проводников путем нагрева места соединения и заполнения зазора между соединяемыми частями расплавленным припоем с его последующей кристаллизацией.
Общая характеристика монтажной пайки: это ручной процесс низко-температурной с локальным нагревом без кислотной пайки паяльником. Пайка происходит в 3 этапа:
1. Образование металлической связи
2. Взаимная диффузия элементов с преимущественным легированием припоя по мере растворения в нем основного металла
3. Эрозия основного металла припоем
4. Кристаллизация припоя является завершающим этапом образования паянного соединения
Паяльник – это рукоятка, корпус с нагревательным элементом (жало), и провод с розеткой.
Для объемного монтажа используют мощность паяльника от 50 до 120 Вольт, а для печатного 25 – 60 вольт.
Диаметр жала от 0.5 до 10 мм.
Вспомогательный инструмент для механической зачистки поверхности под пайку используют ножи, надфили и т.д. Снятие изоляции с проводов осуществляется с помощью спец приспособлений.
Флюсы и припои
Флюсы улучшают смачиваемость поверхности детали и припоя, удаляют оксидную пленку и защищают от образования новых оксидных пленок. Чем химически активнее флюс, тем он лучше очищает поверхность и обеспечивает качество пайки. На самолетах используется флюс ФКСП (70% спирта, 30% канифоля).
Выполнение низко-температурной без-кислотной пайки
Лужение и пайка: длина зачистки изоляции 2 – 4 мм, для сечения до 0.2 мм^2, 5 – 8 мм для сечения 0.3 – 2.5 мм^2, если жила многожильная, ее скручивают, угол скрутки 15 - 30⁰. После скрутки облудить.
Пайка штепсельных разъемов
Штепсельный разъем подлежит полной перепайке проводов в случае нарушения одного контакта. Паяльная работа на ШР требует правильного подбора жала паяльника, в зависимости от габаритов объема и расстояния между контактами. Отпайка проводов начинается с 1го номера, если провода припаиваются к ШР, то штыки сначала залуживаются.
Процесс пайки
Облуженный конец провода вставляется в гнездо контакта, жалом паяльника смоченным флюсом прогревается контакт разъема, со стороны выреза ложечки, после расплавления припоя, припаянный провод необходимо покачать из стороны в сторону чтобы не осталось воздушных зазоров, и плавным движением жала паяльника от основания гнезда оплетки провода добиться ровной зеркальной поверхности. Изоляционные кембрики надвигаются на еще не остывшее соединение контактов, длина кембриков 15 - 20 мм.
Пайка электро-схем конструкции
При монтаже транзисторов базовый контакт припаивают первым, время пайки 1 – 5 секунд, в зависимости от толщины ножки транзистора, для полупроводников 1 – 2 секунды
1е соединение встык
 |
2е соединение скос (прочность выше)

3е соединение на хлест (зависит от площади соединения)

4е соединение встык + накладка (самый прочный шов)
 |
5е соединение тавр

 6е соединение замок
6е соединение замок
 |
Контрольно-измерительные приборы, проверка качества
При контроле, поиске неисправностей, основной инструмент тестер. Он измеряет емкость, параметры транзисторов, измерение амплитуды, измеряет электрическую емкость, сопротивление, переменный – постоянный ток, и целостность цепей, перед использованием прочитать инструкцию J.
При проверке исправности дорожек и проводов, длину провода сложить пополам, и проверить части, и так каждый раз уменьшать пока не найдем неисправность
Заключительные работы
Отключение питания, уборка рабочего места, сдача инструмента








