 2014-02-05
2014-02-05 2210
2210Металлургические процессы при сварке. Деформации и напряжения при сварке, причины их возникновения и способы уменьшения.
1. Сварное соединение – неразъемное соединение, выполненное сваркой. При изготовлении сварных конструкций применяют следующие основные типы соединении ГОСТ 2601–74: стыковые, внахлестку, тавровые, угловые и заклепочные соединения (рис. 63).
Стыковые соединения различают по виду предварительной подготовки кромок (рис. 63, а – ж).В зависимости от толщины свариваемого металла производят различную подготовку кромок, которая для ручной электродуговой сварки и автоматической сварки под слоем флюса регламентируется ГОСТами. При толщине металла до 3 мм применяют отбортовку без зазора (рис. 63, а). При толщине листов от 3 до 8 мм сваривают без подготовки кромок при зазоре до 2 мм (рис. 63, б, в). Для листов толщиной до 13…15 мм сваривают с односторонней V-образной разделкой кромок (рис. 63, г). При толщине листа больше 15 мм рекомендуется двусторонняя х -образная разделка кромок (рис. 632, д). Листы толщиной более 20 мм сваривают с чашеобразной разделкой кромок, которая может быть односторонней и двусторонней (рис. 63, е, ж).
Нахлесточные соединения (рис. 63, з) характеризуются наличием перекрытия кромок свариваемых листов: величина нахлестки равна трех-пятикратной толщине свариваемых элементов. Разновидностями нахлесточных соединений являются прорезные (рис. 63, и)и электрозаклепочные соединения (рис 63, к).
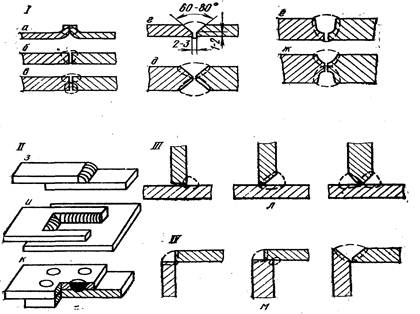
Рис. 63 Сварные соединения:
I – виды сварных соединений и швов в стык; II – соединения внахлестку; III – тавровые соединения; IV – угловые соединения; V – типы швов по отношению к направлению действующих на них усилий; VI – типы швов при различном положении в пространстве
Тавровые соединения выполняются приваркой одного элемента изделия к другому (рис. 63, л). Без скоса кромок сваривают конструкции с малой нагрузкой. При изготовлении ответственных конструкций с элементами толщиной 10…20 мм применяют односторонний скос, а при толщине элементов более 20 мм – двусторонний.
Угловые соединения (рис. 63, м) при любых толщинах можно получить без подготовки кромок. Сварка с подготовкой кромок применяется редко.
 2. Сварной шов – участок сварного соединения, образовавшийся в результате кристаллизации металла сварочной ванны.
2. Сварной шов – участок сварного соединения, образовавшийся в результате кристаллизации металла сварочной ванны.
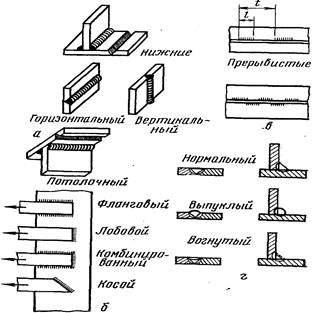
По расположению в пространстве сварные швы бывают: нижние, горизонтальные, вертикальные и потолочные (рис. 64, а). Нижним называют шов, расположенный на горизонтальной плоскости заготовок или на плоскости, наклонной к горизонту под углом до 45°. Вертикальными называют швы, расположенные на вертикальной плоскости вертикально или под углом более 45° к горизонту. Горизонтальными называют швы, расположенные на вертикальной плоскости горизонтально или под углом менее 45° к горизонту.
Потолочными называют швы, расположенные па «потолке» заготовок. Сварку рекомендуется по возможности выполнять в нижнем положении. Наиболее трудным является потолочный шов. Рис.64
В зависимости от расположения шва по отношению к действующим нагрузкам различают фланговые, лобовые, комбинированные и косые швы (рис. 64, б). По форме поперечного сечения сварные швы делят на нормальные, выпуклые (усиленные) и вогнутые (ослабленные) (рис. 64, г). У нормального шва действительная его высота равна расчетной, у выпуклого – больше, а у вогнутого – меньше. Сварные швы изображают на чертежах условно в соответствии с ГОСТ 2.312–72.
3. Детали, предназначенные для сварки, должны быть очищены от грязи, масляных пятен и других посторонних частиц. Особенно тщательную очистку следует выполнять в околошовной зоне, так как любые посторонние частицы, загрязняющие сварочную ванну, могут отрицательно сказаться на качестве сварного соединения. Кромки деталей стачивают под углом шлифовальной машинкой или напильником. Тип и угол разделки кромок определяют количеством необходимого для заполнения разделки электродного металла, а зазор между ними зависит от толщины свариваемых деталей, марки материала, способа сварки и т.д. Минимальную величину зазора выдерживают при сварке без присадочного материала, то есть неплавящимся электродом. При сварке плавящимся электродом зазор обычно устанавливают в пределах 0…5 мм. И чем больше зазор, тем глубже проплавление свариваемых кромок.
Тип и угол разделки свариваемых кромок определяют количество необходимого электродного материала для заполнения разделки, а, следовательно, и производительность сварки. Основные типы разделок кромок перед сваркой приведены на рис.63.
Наилучшее формирование сварочного шва обеспечивает Х-образная разделка кромок, которая позволяет уменьшить объем наплавленного металла в 1,6 … 1,7 раз. Такая разделка обеспечивает наименьшую величину деформации после сварки и достаточную прочность сварочного шва. Для предотвращения образования прожогов и правильного формирования шва кромки после разделки притупляют.
4. Металлургические процессы при сварке отличаются следующими особенностями: малым объемом расплавленного металла сварного шва, высокой температурой зоны сварки, непродолжительным нахождением металла в расплавленном состоянии, активным взаимодействием расплавленного металла с окружающей средой, быстрым отводом теплоты от расплавленного металла сварочной ванны в прилегающей к ней зоны твердого основного металла.
Высокая температура при сварке ускоряет процессы плавления электродного и основного металла, а также электродного покрытия и флюса. При этом происходят выделение газов и испарение, разбрызгивание и окисление веществ, участвующих в химических реакциях в зоне сварки. Металл теряет некоторые полезные примеси, насыщается газами и окислами.
В процессе сварки происходит окисление металла за счет кислорода атмосферы, двуокиси углерода, паров воды, высших окислов. Окислы и газы, остающиеся в сварном шве, резко ухудшают его механические свойства. При сварке окислы частично переходят в шлак, взаимодействуя с раскислителями, которые вводятся в сварочную ванну через обмазку электродов, флюс и присадочный металл. Через них же осуществляется легирование металла шва никелем, хромом, вольфрамом и другими элементами для улучшения его механических свойств. При этом следует учитывать активность окисления легирующего элемента в зоне сварочной ванны. С увеличением активности окисления легирующего элемента уменьшается его усвоение сварочной ванной. Для оценки поведения того или иного элемента в сварочной ванне необходимо знать степень активности окисления его кислородом. Активность некоторых широко известных элементов по отношению к кислороду повышается в следующем порядке (до температуры 1600°С): Сu, Ni, Со, Fe, W, Mo, Cr, Mn, V, Si, Ti, Zn, Al. Элементы, стоящие в таблице Менделеева левее от железа, при сварке сталей будут практически полностью усваиваться сварочной ванной. Вольфрам и молибден, стоящие справа от железа, усваиваются достаточно полно.
Большую трудность представляет легирование шва титаном и алюминием.
На качество сварных соединений большое влияние оказывает содержание серы и фосфора. Сера, соединяясь с железом, образует сульфид железа FeS, который является вредной примесью в металле шва. Сульфид железа в период кристаллизации сварочной ванны образует эвтектику FeS – Fe, имеющую меньшую, чем сталь, температуру плавления (940°С) и малую растворимость в жидкой стали. Это является причиной образования горячих трещин, поскольку эвтектика при кристаллизации располагается между зернами стали. Вредное влияние оказывает и фосфор, снижающий ударную вязкость металла шва.
В процессе сварки возникают внутренние напряжения в металле и изменения формы и размеров сварного изделия, называемые деформациями. К неизбежным причинам, способствующим возникновению напряжений и деформаций, относятся: неравномерный нагрев; тепловая усадка шва; структурные изменения металла шва и околошовной зоны и т. д. К сопутствующим причинам, способствующим возникновению напряжений и деформаций, относятся: неправильный расчет конструкции сварных узлов (близкое расположение швов, их частое пересечение, неправильно выбранный тип соединения и др.); применение устаревшей техники и технологии сварки (неверно выбраны способы наложения слоев и диаметр электрода, не соблюдаются режимы сварки и др.); низкая квалификация сварщика; нарушение геометрических размеров сварных швов и т. д.
В результате продольных и поперечных деформаций происходит сокращение элементов конструкций по длине и ширине. Эти деформации образуются при симметричной укладке сварных швов. Деформации изгиба появляются при несимметричном расположении сварных швов в конструкциях и сопровождаются продольным и поперечным сокращением элементов (продольной и поперечной усадкой швов). Этот вид деформации в практике встречается довольно часто.
Сварочные напряжения могут вызывать появление трещин, особенно при сварке малопластичных и склонных к закалке металлов (например, средне- и высокоуглеродистые стали и чугуны). Большое значение для уменьшения сварочных деформаций имеют правильный порядок наложения сварных швов, а также применение термической обработки после сварки (отжиг, нормализация).
5. Свариваемость металлов и сплавов характеризуется их способностью образовывать при сварке качественное соединение без трещин, пор и других дефектов. Не все металлы хорошо свариваются дуговой, газовой и другими обычными методами сварки в воздушной среде. Для соединения плохо свариваемых металлов применяют более сложную технологию подготовки к сварке (например, предварительный подогрев свариваемых заготовок), специальные виды сварки (например, сварка в вакууме). После сварки некоторых металлов и сплавов проводят термическую обработку сварного шва и околошовной зоны или обработку давлением. Хорошо свариваются методом плавления металлы с одинаковой атомной решеткой, образующие друг с другом твердые растворы.
Некоторые металлы с разными атомными решетками (например, медь и свинец) совершенно не свариваются.
Свариваемость сталей зависит от содержания в них углерода и легирующих элементов. Чем меньше углерода, тем лучше свариваемость. Стали, содержащие углерода более 0,7%, характеризуются плохой свариваемостью. Легированные стали (кроме никелевых) свариваются хуже, чем углеродистые. Чугуны отличаются плохой свариваемостью обычными методами дуговой и газовой сварки.

