 2014-02-02
2014-02-02 26347
26347Установочными элементами в приспособлениях называются детали и механизмы, обеспечивающие правильное и однообразное расположение обрабатываемых заготовок относительно инструмента. Положение детали в приспособлении определяется опорами, на которые заготовка устанавливается, а затем прижимается при ее закреплении. Опорами могут служить установочные штыри, пластины, призмы, пальцы и другие детали.
Размеры, форма и основные технические условия на изготовление определены ГОСТами: на штыри - ГОСТ 13440-68; пластины - ГОСТ 4743-68; призмы - ГОСТ 12193-66 – 12197-66.
Рабочая поверхность опор должна обладать высокой износостойкостью, поэтому штыри, пластины и другие опоры изготовляют из сталей 15 и 20 с цементацией рабочей поверхности на глубину 0,8-1,2 мм и с последующей закалкой и отпуском до твердости HRC 55-60. Допускается изготовление опор из стали 45 с твердостью после термообработки HRC 40-45. Несущая поверхность опор шлифуется до Ra 0,4-0,32 шероховатости по ГОСТ 2789-73. Шлифование несущих поверхностей штырей производится после их запрессовки, чтобы обеспечить необходимую плоскостность, в связи с этим оставляют припуск 0,2-0,3 мм.
Призмы чаще всего изготовляют из стали 20Х с цементацией на глубину 0,8-1,2 мм и последующей закалкой. К корпусу приспособления их крепят при помощи винтов с фиксацией контрольными штифтами.
Использование тех или иных конструкций опор определяется в основном формой поверхности детали, ее точностью, размерами.
Для установки заготовок в приспособлении с плоскими поверхностями рекомендуется использовать в качестве опор штыри и пластинки (рисунок 5.1 и 5.2).
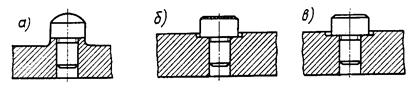
Рисунок 5.1 – Установочные штыри
Штыри выполняются с плоской, сферической или насеченной головкой (рисунок).
Предельные диаметры стандартных штырей - 3-24 мм; диаметры головок - 5-40 мм; высота низких головок Н = 2-20 мм; высоких Н = 5-40 мм. Общая длина штырей с низкими головками L = 6-50 мм; с высокими L = 9-70 мм.
Отверстия под штыри в корпусе приспособления выполняются сквозными; сопряжение штырей с отверстиями.
Размеры стандартных пластин рисунок 5.2 находятся в пределах: ширина В = 12-35 мм; длина L = 40-210 мм; высота Н = 8-25 мм; h = 4-13 мм; h1 = 0,8-3,0 мм; В = 9-22 мм; d = 6-13 мм; d1 = 8,8-20 мм; С = 10-35 мм; С1 = 20-60 мм.
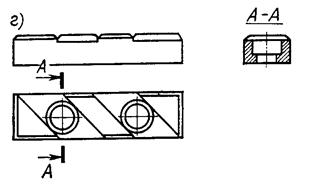
Рисунок 5.2 – Установочные пластины
Плоскую необработанную поверхность деталей лучше всего устанавливать на три опорных штыря. Такая установка позволяет выбрать для опор те места поверхности, которые смогут обеспечить наиболее точное положение устанавливаемой детали. Располагать опорные штыри следует так, чтобы образующийся так называемый опорный треугольник был наиболее благоприятным, исходя из конфигурации и жесткости устанавливаемой заготовки, а также расположения точек приложения усилий для ее закрепления в приспособлении. Для лучшей устойчивости заготовки и уменьшения погрешности при установке желательно, чтобы опорный треугольник был по возможности наибольшим. Результирующие усилия для закрепления заготовки должны прилагаться в пределах площади опорного треугольника.
В тех случаях, когда площадь установочной поверхности заготовки мала или устанавливаемая заготовка имеет недостаточную жесткость, применять установку на три опоры не рекомендуется, лучше использовать опорные пластинки. При конструировании приспособления следует предусматривать возможность легкого и удобного удаления стружки с его установочных элементов. Для этого опорные поверхности установочных элементов должны располагаться выше уровня плоскости корпуса приспособления, на который они закреплены.
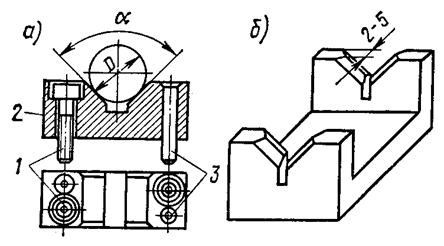
Рисунок 5.3 – Установочные призмы
Для установки в приспособлении деталей по наружным и внутренним цилиндрическим поверхностям принимаются опорные призмы, конусы, пальцы и другие установочные элементы.
Призмой в приспособлениях (рисунок 5.3) называется установочный элемент, имеющий две рабочие поверхности, расположенные под углом α. Нормативным углом призмы считают α = 90о, хотя иногда применяют призмы с углами 60о и 120о.
Используя призмы в качестве установочного элемента для деталей цилиндрической формы, следует учитывать погрешности, возникающие при обработке за счет отклонений размера заготовки. Схема установки и расчет погрешности установки на призме даны в разделе базы и базирование.
Во многих случаях удобно использовать для установки деталей в приспособлениях цилиндрические поверхности, расположенные в одной плоскости. Установочными элементами при этом служат так называемые «пальцы». Обычно установку производят на два пальца, так как это уже гарантирует определенное положение детали в приспособлении.
Применяемые конструкции пальцев приведены на рисунке 5.4.
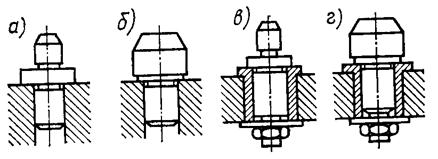
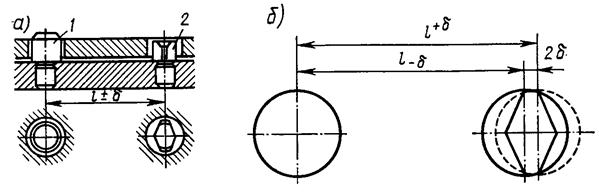
Рисунок 5.4 – Установочные пальцы
Для облегчения установки деталей в приспособлении на два пальца один из них обычно имеет ромбическую форму. При этом ромбический палец закрепляется так, чтобы большая ось ромба была перпендикулярна к линии, проходящей через центры обоих пальцев.

