 2014-02-13
2014-02-13 4266
4266На установках электростатической окраски окрашиваются различные изделия, в том числе корпуса электрических машин и аппаратов. Сущность метода окраски распылением в электростатическом поле высокого напряжения до 140 кВ состоит в том, что между заземленным окрашиваемым изделием и так называемым коронирующим электродом, находящимся под отрицательным потенциалом, создается постоянное электрическое поле, в которое вводится распыленный лакокрасочный материал.
Попадая в это поле, частицы (мелкие капли) материала приобретают отрицательный заряд и движутся по линиям поля к окрашиваемому изделию. Окраску ведут в специальной камере, которая служит для ограждения электродной системы, находящейся под высоким напряжением, а также предохраняет от запыления окрашиваемые изделия.
Камера выполняется металлической, проходного типа, частично остекляется и хорошо освещается для наблюдения за процессом. Вход в камеру имеет блокировки безопасности. Размеры камеры определяются условиями производства.
В зависимости от рода и формы окрашиваемых изделий конвейер может быть подвесным, ленточным, напольным. При окраске некоторых изделий их необходимо вращать, тогда конвейер снабжается устройством для вращения подвесок вокруг оси в зоне электрического поля.
Скорость конвейера устанавливается в зависимости от условий производства и пропускной способности сушильных камер. Обычно она равна 0,75—1 м/мин, а в некоторых случаях увеличивается до 3 м/мин.
В электроокрасочной камере предусматривается вытяжная вентиляция для удаления паров растворителя краски. Движение воздуха в камере не должно нарушать движения заряженных частиц краски в зоне электрического поля, поэтому отсос воздуха производится по направлению движения распыленной краски.
Скорость движения воздуха в камере обычно составляет 0,2— 0,5 м/с. В некоторых камерах устраивается еще и приточная вентиляция, которая через особые фильтры подает в камеру чистый воздух.
В ряде конструкций камер предусматриваются гидрофильтры в системе вытяжной вентиляции. Камера оснащается также устройством автоматического огнетушения.
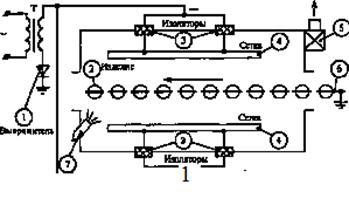
Рис. Установка для окраски в электростатическом поле: На заземленный конвейер (6) подвешивают подготовленные к окраске изделия (2).
Конвейер движется от входа камеры к выходу (по направлению стрелки).
Внутри камеры сверху и снизу конвейера на изоляторах (3) подвешены рамы с металлическими сетками (4), соединенными с высоковольтным выпрямителем (1).
Сетки (отрицательный потенциал) являются коронирующими электродами. При заданном напряжении между сетками и конвейером (140 кВ) начинается коронный разряд.
Вдуваемые пневматическим распылителем (7) частицы краски заряжаются в электрическом поле и, превратившись в отрицательные ионы, движутся к положительно заряженным изделиям (аноду).
Заряженные частицы падают на изделие со всех сторон и равномерно плотным слоем краски окрашивают всю его поверхность. Для удаления из камер паров растворителей и обеспечения заданного состава атмосферы, в камере окраски установлен вытяжной вентилятор (5).

