 2014-02-17
2014-02-17 3026
3026Восстанавливают свертными втулками посадочные отверстия под подшипники качения. Технологический процесс включает следующие операции:
· изготовление заготовки свертной втулки, которую получают резкой стальной ленты на полосы шириной Н и длиной L = l + 3…5 мм. Толщина ленты зависит от износа детали (табл. 5.3). Длина и ширина заготовки свертной втулки:
l = π (dmax -  +
+ ),
),
Н = В (1 + ψ/100),
где l - длина заготовки свертной втулки, мм;
dmax – максимальный диаметр расточенного отверстия, мм;
- номинальная толщина ленты (табл. 5.3), мм;
- допуск на толщину ленты, мм;
Н – ширина заготовки свертной втулки, мм;
В - ширина восстанавливаемой поверхности, мм;
Ψ – величина относительной осевой деформации (табл. 5.3).
Таблица 5.3
Параметры стальной ленты в зависимости от износа
восстанавливаемого отверстия
| Увеличение диаметра ремонтируемого отверстия, мм | Номинальная толщина ленты, мм | Относительная осевая деформация ленты при свертывании, % |
| До 0,5 | 0,8 | 15,2 |
| 0,5…0,7 | 1,0 | 13,2 |
| 0,7…1,0 | 1,2 | 12,5 |
| 1,0…1,2 | 1,4 | 11,5 |
| 1,2…1,4 | 1,6 | 10,2 |
· свертывание втулки из заготовки путем ее сгиба на специальных приспособлениях. После свертывания втулки с одного ее торца снимают фаску;
· подготовка ремонтируемого отверстия под свертную втулку: растачивание отверстия; нарезка на обработанной поверхности винтообразной канавки треугольного профиля;
· установка втулки в ремонтируемое отверстие специальной оправкой, которая крепится в пиноли задней бабки токарного станка (рис. 5.9);
· раскатка втулки специальным раскатником (рис. 5.10) на режимах: окружная скорость 50…70 м/мин, подача 0,3…0,4 мм/об;
· обработка фаски в соответствии с чертежом на новую деталь.
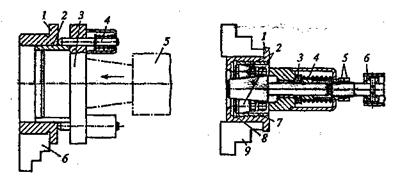
Рис. 5.9. Схема установки Рис. 5.10. Схема раскатки свертной
свертной втулки в отверстие втулки: 1 – деталь; 2 – ролики;
детали на токарном станке: 3 – подшипник упорный;
1 – деталь; 2 – свертная втулка; 4 – пружина; 5 - регулировочные
3 – оправка; 4 – штифты; гайки; 6 – шарнирный хвостовик;
5 – пиноль задней бабки; 7 – свертная втулка; 8 – канавка;
6 – патрон станка 9 – кулачок патрона токарного
станка

