 2014-02-24
2014-02-24 24755
24755Программирование перемещений при выполнении рабочих и холостых ходов в станках с числовым программным управлением всегда выполняется в системе координат станка. По рекомендациям Международной организации по стандартизации, расположение и направление осей координат принимается в соответствии со стандартом JSO – R 841. (СТ-СЭВ 3135-81).
Принята правая система координат с осями X, Y, Z, которые указывают положительное направление движение инструмента относительно неподвижной заготовки. В станках, у которых перемещается заготовка относительно неподвижного инструмента, положительные направления движения заготовки обозначается Х', Y', Z'.
Рис. Стандартная система координат станков с ЧПУ.
Практически за положительное направление движения всегда выбирается такое направление, при котором инструмент и заготовка удаляются друг от друга.
В технических характеристиках большинства современных систем программного управления указывается число управляемых координат и число одновременно управляемых координат. Число управляемых координат может достигать 12, а число одновременно управляемых координат – от 2 до 6. Это означает, что в станке может осуществляться движения различных узлов по указанному количеству направлений, причём часть из них одновременно.
Для обозначения направления перемещения других (дополнительных) рабочих органов вдоль принятых осей используют так называемые вторичные оси, которые обозначаются: U – параллельно X, V –параллельно Y, W – параллельно Z.
В случае, когда в станке предусмотрены три перемещения в одном направлении, добавляются так называемые третичные оси: P, Q, R.
Кроме линейных перемещений в работе станка могут участвовать круговые перемещения, например, поворот стола расточного станка или угловое смещение оси шпинделя фрезерного станка. Круговые перемещения обозначаются А, В, С соответственно для поворота вокруг осей X, Y, Z. В случае выполнения кругового перемещения заготовки обозначения принимают вид А', В', С'.
Примечание. В понятие "круговое перемещение" не входят вращение шпинделя токарного станка и шпинделя, несущего обрабатывающий инструмент.
Система координат станка является главной расчётной системой, в которой определяются все перемещения, начальные и текущие положения рабочих органов станка. Рабочие органы в свою очередь имеют базовые (нулевые по определению ГОСТ – 20523-80) точки, которые определяются конструктивными особенностями отдельных узлов, управляемых по программе. Так, для шпиндельного узла базовой точкой является точка пересечения торца шпинделя с осью его вращения, для крестового стола фрезерного станка – точка пересечения его диагоналей или конструктивно заданная специальная настроечная точка.
Рис. Расположение базовой точки станка.
Базовая точка может быть виртуальной, а может быть материализована каким либо элементом станка, например, точным базовым отверстием в центре стола. Относительно этой точки задаются абсолютные размеры перемещений рабочих органов станка. Кроме базовой (нулевой) точки для разработки программы и наладки станка используются ещё две характерные точки - исходная и фиксированная. Исходная точка выбирается при разработке траектории движения инструмента по программе обработки исходя из условий удобства установки заготовки и замены инструмента, минимизации холостых ходов. Исходная точка определяется относительно базовой точки станка и является началом обработки по управляющей программе. Фиксированная точка служит для нахождения положения рабочего органа относительно базовой точки станка и может служить координатой смены инструмента. Совмещение базовых и фиксированных точек производится с помощью датчиков положения.
У станков различных типов и моделей системы координат располагают по-разному, определяя положительное направление осей и положение начала координат. В стандартной системе координат положительные направления осей определяют по правилу правой руки. Большой палец указывает положительное направление оси Х (абсцисс), указательный – Y (ординат), средний – Z (аппликат). Ось Z всегда связана со шпинделем станка, ось Х всегда соответствует направлению большего перемещения и располагаетсягоризонтально. Для определения положительного направления вращений вокруг этих осей пользуются другим правилом правой руки, по которому большой палец указывает направление оси, а остальные согнутые пальцы укажут положительное направление вращения.
Рис. Правило правой руки.
Непосредственно с системой координат станка связана система координат инструмента, которая предназначена для задания положения режущей кромки относительно державки. Поскольку на станке с ЧПУ используется большое разнообразие инструментов, положение каждого из них определяется в своей системе координат, оси которой параллельны стандартной системе координат станка и направлены в ту же сторону. Начало системы координат инструмента располагают в базовой точке инструментальной головки, которая выбирается с учётом установки его на станке и совмещается с базовой точкой элемента станка, несущего инструмент. Такой точкой может служить, например, ось поворота револьверной головки токарного станка или точка пересечения оси шпинделя с торцом для вращающегося инструмента. Положение вершины режущей кромки инструмента задаётся относительно начала инструментальной системы координат и обеспечивается настройкой инструментального блока на специальном приспособлении вне станка.
В разработке траектории перемещения инструмента, участвующего в формообразовании обрабатываемых поверхностей, используется так же система координат детали. Эта система предназначена для задания координат опорных точек траектории инструмента и в которой определены все размеры обрабатываемой детали. Опорными точками называются точки, которые составляют контур детали и в которых происходит изменение направленияперемещения вершины инструмента. Для удобства работы при составлении программы систему координат детали устанавливают так, что бы направление осей координат совпадало с направлением координат станка, а координатные оси по возможности совпадали с осями симметрии.
Все эти системы координат связаны между собой в единую систему, в которой удобно представлять расположение заготовки при обработке и траекторию перемещения инструмента.
Рис. Связь систем координат токарного станка.
Начало координатной системы станка располагается в точке пересечения оси шпинделя с базовой плоскостью торца шпинделя. Плоскость ХсОZс проходит через ось шпинделя и располагается параллельно плоскости направляющих станка. В этой же плоскости располагается система координат инструмента, связанная с системой координат станка величинами Х0и и Z0и (координатами базовой или нулевой точки инструментальной головки). Вершина установленного на станок инструмента связана, в свою очередь, с нулевой точкой инструментальной головки настроечными размерами Хви и Zви. С базовой точкой станка вершина инструмента связана размерами Х0в и Z0в, которые определяются из координат нулевой точки и настроечных размеров инструментальной головки.
Система координат заготовки располагается в координатной плоскости станка. Начало координат может быть совмещено с началом системы координат станка или совпадать с базовой точкой детали. В процессе разработки траектории перемещения инструмента система координат заготовки может изменять своё положение по отношению к базовой системе координат станка. Это позволяет программировать перемещения в соответствии с простановкой размеров на чертеже детали без выполнения дополнительных пересчётов.
В случае, когда перемещения программируются в базовой системе координат станка, с которой совпадает система координат заготовки, обработка ведётся в абсолютной системе координат. Поместив начало координатной системы заготовки в точку, в которой находится инструмент по окончании данного перехода, устанавливаем относительную систему координат, привязанную к базовой системе координат станка. Перейдя в новую систему координат, перемещения инструмента программируются относительно базовой системы.
ТРАЕКТОРИЯ ДВИЖЕНИЯ ИНСТРУМЕНТА.
ОПОРНЫЕ ТОЧКИ. КОРРЕКЦИЯ ИНСТРУМЕНТА.
Наиболее объёмной и сложной частью программы является описание поступательного перемещения инструмента относительно детали в заданной системе координат. Описание проводится для определённой точки инструмента, называемой центром инструмента. Для токарных резцов такой точкой будет вершина или центр дуги окружности при вершине, для сверла – точка пересечения оси сверла с поперечной режущей кромкой, для концевой фрезы – точка пересечения оси с плоскостью, проходящую через торцовые режущие кромки фрезы. Путь, который проходит инструмент при формообразовании поверхности заготовки, называется траекторией движения инструмента.
Траектория может быть замкнутой. В этом случае инструмент проходит весь заданный путь и возвращается к началу обработки, т.е. в ту точку, откуда он начал своё движение.
Контурные зоны состоят из припуска на черновую и чистовую обработку и служат для прохода инструмента эквидистантно к участкам контура детали..
Точки сопряжения отдельных участков называются опорными точками. В этих точках происходит изменение траектории движения инструмента. При разработке программы обработки определение координат опорных точек является важной и ответственной задачей, от решения которой зависит точность изготовления профиля детали.
Кроме опорных точек, связанных с контуром детали в программе могут задаваться технологические опорные точки, в которых могут меняться те или иные технологические параметры, например, скорость главного движения или скорость контурной подачи.
ПРОГРАММИРОВАНИЕ ПЕРЕМЕЩЕНИЙ.
СТАНДАРТНЫЕ ЦИКЛЫ.
Управляющая программа для станков с ЧПУ состоит из отдельных кадров, каждому из которых присваивается порядковый номер. Структура кадра определяется конкретной моделью станка с ЧПУ и системы программного управления. Кадр программы состоит из отдельных информационных слов и может иметь различную длину.
В современных системах последовательность информационных слов может записываться в произвольном порядке, но при этом следует придерживаться рекомендаций разработчиков. Международным стандартом ИСО регламентированы единые правила кодирования информации на программоносителе
Кадр программы состоит из отдельных информационных слов и может иметь различную длину. В конце кадра всегда ставится знак конца кадра. В кадре могут так же содержаться специальные знаки и сочетания символов, которыми кодируются какие либо команды, характерные для конкретной системы ЧПУ.
Информационное слово определяет те действия, которые должны быть отработаны системой управления для выдачи команды на исполнительный орган станка. Наиболее распространённые информационные слова:
Подготовительная функция;
Вспомогательная функция;
Размерные перемещения;
Функция главного движения;
Функция подачи;
Параметры интерполяции;
Функция инструмента;
Подпрограмма.
Каждое слово состоит из адресной и числовой частей с соответствующим знаком. Адрес указывает, какое действие должно выполняться при отработке данного кадра и обозначается буквами латинского алфавита, а численное значение конкретизирует это действие в реальных параметрах.
В таблице 18.1 приведены буквенные и буквенно-графические символы, используемые для обозначения адреса.
Таблица 18.1Символы адресов для УП.
| Символ | Значение символа |
| А, В, С D Е F G I, J, K L M N X, Y, Z U, V, W P, Q, R S T % ГТ ПС () "+" "-" "." j | Круговое перемещение вокруг оси Х, Y, Z соответственно Номер корректора инструмента, выдержка времени Вторая функция подачи (ускоренные перемещения) Функция подачи (рабочая подачи) Подготовительная функция Координаты центров окружностей по осям X, Y, Z соответственно; параметры круговой интерполяции; шаг резьбы параллельно соответствующим осям Номер подпрограммы; постоянные циклы; Вспомогательная функция Номер кадра Первичные оси X, Y, Z Вторичные оси, параллельные осям X, Y, Z Третичные оси, параллельные осям X, Y, Z Функция главного движения (частота вращения шпинделя или скорость резания) Номер инструментальной ячейки Начало программы Табуляция. Символ, управляющий перемещением печати в той же строке (используется при распечатке) Конец кадра Скобки круглые. В скобках указывается информация, не предназначенная для отработки на станке Математические знаки Точка (десятичный знак) Пропуск кадра. Обозначает, что информация, следующая за этим знаком до конца кадра, может отрабатываться или не отрабатываться в зависимости от положения переключателя на пульте оператора |
Кроме вышеперечисленных адресов в других конкретных системах используются и другие символы и буквы.
В некоторых системах символы адресов могут принимать другие значения, отличные от вышеперечисленных. В таблице 18.2 приведены дополнительные значения символов, используемые преимущественно в УП для токарной обработки.
Таблица 18.2 дополнительные значения адресов
| Символ | Значение символа |
| А В С Н Q R | Припуск под чистовую обработку С какого кадра начать повторение части УП Стандартная фаска под углом 45° Число повторений участка программы Галтель; следующая за символом информация описывает параметры галтели Дуга заданного радиуса |
Форматы адресов, реализуемых в различных устройствах программного управления для конкретных станков могут иметь различный вид. например, N 03 обозначает, что номер кадра задается трёхзначным числом; Х+043 обозначает перемещение по оси Х со знаком "+" или "-" на величину, имеющую четыре знака слева от десятичной запятой и три знака слева. Более подробная информация о формате адресов приводится в руководстве по эксплуатации к каждому конкретному оборудованию.
Подготовительная функция задаёт режим работы устройства ЧПУ и кодируется адресом G с двузначным числом. По функциональному назначению подготовительные функции разделены на следующие группы:
G00÷G09 – команды общего назначения;
G10÷G39 – команды, определяющие режим непрерывной обработки;
G40÷G59 – команды для коррекции инструментов;
G60÷G79 – команды, задающие характер перемещения;
G80÷G89 – команды, задающие стандартные циклы;
G90÷G99 – задание способа отсчёта перемещений (в абсолютной
системе координат или в приращениях), задание единиц
скорости резания и подач.
Содержание подготовительных функций приведено в таблице 18.3.
Таблица 18.3 Подготовительные функции.
| Код команды | Значение функции |
| G00 G01 G02 G03 G04 G05 G06 G08 G09 G17,G18,G19 G20 G21 G22 G23 G25 G26 G33,G34,G35 G36 G37 G40 G41 G42 G43,G44 G45÷G52 G53 G54÷G59 G 60, G61 G62 G63 G80 G81÷G89 G90 G91 G92 G93 G94.G95 G96 G97 Остальные функции G | Перемещение в точку позиционирования на быстром ходу Линейная интерполяция. Выполняется на рабочей подаче Круговая интерполяция по часовой стрелке. Выполняется на рабочей подаче Круговая интерполяция против часовой стрелки. Выполняется на рабочей подаче Выдержка времени. Действует только в текущем кадре Временный останов Параболическая интерполяция. Выполняется на рабочей подаче Функция разгона. Увеличение скорости подачи от нулевой до запрограммированной Функция торможения и точного останова в конце перемещения Выбор плоскости интерполяции соответственно XY,XZ,YZ Разрешение коррекции подачи Разрешение коррекции скорости шпинделя Разрешение коррекции подачи и скорости шпинделя Запрещение коррекции подачи и скорости шпинделя Выход в абсолютный ноль станка по выбранной координате Выход в абсолютную точку координаты, заданную программой Функция нарезания резьбы соответственно с постоянным, увеличивающимся и уменьшающимся шагом Сопряжение участков профиля по дуге Линейное сопряжение участков профиля Отмена коррекции на радиус и длину инструмента Коррекция на радиус или диаметр инструмента при контурной обработке в случае его движения слева от контура То же при движении инструмента справа от контура Коррекция на длину инструмента положительная и отрицательная соответственно Коррекция диаметра или радиуса инструмента при прямолинейном формообразовании Отмена плавающего нуля; отмена коррекции, заданной функциями G54÷G59 Линейный сдвиг по координатам X,Y,Z в плоскостях XY,XZ,YZ (введение плавающего нуля) Точное позиционирование. Выбор стороны подхода при позиционировании Быстрое позиционирование. Выполняется с большой скоростью Функция нарезания резьбы метчиком Отмена постоянных циклов Постоянные циклы Задание и отсчёт размеров в абсолютной системе координат Задание и отсчёт размеров в приращениях Установка абсолютных накопителей положения Скорость подачи в функции, обратной времени Скорость подачи в мм/мин. и мм/об. соответственно Функция задания скорости резания в м/мин. Функция задания частоты вращения шпинделя, об/мин. Резервные коды |
В одном кадре может быть записано несколько подготовительных функций, записывают их в порядке возрастания номеров.
Вспомогательные функции предназначены для формирования и выдачи технологических команд на соответствующие исполнительные органы станка. По этим командам производится включение и выключение станка, смена инструмента, включение подачи СОЖ, управление зажимными устройствами и ряд других действий. Количество вспомогательных функций, используемых в различных моделях станков, может быть различным и зависит от конструкции станка и схем электроавтоматики.
В таблице 18.4 приведены основные команды вспомогательных функций.
Таблица 18.4 Вспомогательные функции
| Код команды | Значение функции |
| М00 М01 М02 М03, М04 М05 М06 М07, М08 М09 М10, М11 М13 М14 М15 М16 М17 М19 М20 М30 М31 М36, М37 М38÷М41 М49 М55, М56 М58 М59 М60÷М63 М68, М69 М71, М72 М78, М79 М80, М81 М82, М83 М84, М85 Остальные функции М | Программируемый останов. Отключаются все движения* Технологический останов с подтверждением* Конец программы. По этой команде останавливается шпиндель и выключается подача СОЖ* Вращение шпинделя по часовой стрелке и против часовой** Останов шпинделя** Функция смены инструмента* Включение охлаждения** Выключение охлаждения** Зажим и разжим приспособления на станке** Одновременное включение вращения шпинделя по часовой стрелке и охлаждения** То же самое, но против часовой стрелки** Быстрое перемещение в положительном направлении** Быстрое перемещение в отрицательном направлении** Конец подпрограммы* Ориентация шпинделя (останов шпинделя в определённом угловом положении)** Конец подпрограммы, которая является частью основной программы, конец цикла повторений* Конец информации (конец перфоленты) Временная отмена блокировок Диапазоны подач** Диапазон частот вращения шпинделя** Отмена ручной коррекции** Линейное смещение инструмента Отмена команды М59 Постоянная скорость шпинделя** Автоматическая смена заготовки (паллет)** Зажим и разжим заготовки (паллет)** Угловое смещение заготовки в заданное фиксированное положение* Зажим и разжим исполнительного органа по оси Х** - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - по оси Y** - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - по оси Z** - - - - - - - - - - - - - - - - - - - - - - - - - - - - - по четвёртой оси** Резервные коды Примечания: * функция действует только в том кадре, в котором она записана ** функция действует до отмены или замены её другой вспомогательной функцией |
Вспомогательные функции выполняются, как правило, до начала перемещений. В одном кадре может быть записано несколько команд в порядке возрастания кодовых номеров.
Размерные перемещения обеспечивают непосредственно получение размеров обрабатываемой поверхности. В кадре указывается адрес - координата, по которой задаётся движение исполнительного органа и численное значение величины перемещения. Направление перемещения задаётся знаком (+) или (-) в соответствии с принятой системой координат станка. По умолчанию знак (+) не ставится, т.е. если в слове размерных перемещений отсутствует знак, это соответствует положительному направлению перемещений.
Форма записи слова размерных перемещений может принимать различный вид. Она определяется разработчиками системы. В слове может присутствовать признак работы в относительной или абсолютной системе координат.
Функция главного движения записывается с адресом S. Она может задавать частоту вращения шпинделя в мин-1 , при этом должна быть задана соответствующая подготовительная функция G97. Если технологическим процессом предусмотрена постоянная скорость резания при изменяющихся геометрических параметрах детали, подготовительной функцией G96 задаётся режим постоянства скорости. В этом случае с изменением геометрических размеров (например, диаметра обработки при точении) автоматически изменяется частота вращения привода главного движения.
Функция подачи определяет режим работы приводов подач. Предусмотрено два режима работы приводов: режим быстрых перемещений рабочего органа и режим перемещений на рабочей подаче. Быстрые перемещения программируются на холостых ходах с целью сокращения потерь машинного времени. Быстрые перемещения могут задаваться подготовительными функциями G00, G60, G61, G62. При отработке команды, заданной функцией G60 "Позиционирование" перемещение рабочего органа выполняется по кратчайшей траектории. Алгоритм отработки команды определяется разработчиками системы. Это может быть последовательное перемещение по каждой из заданных координат или может быть одновременное движение по всем координатам. Например, при токарной обработке поворот револьверной головки происходит всегда в исходной точке, а ускоренное перемещение суппорта в эту точку выполняется автоматически таким образом, чтобы сначала была отработана координата, по которой отводится инструмент от детали. Затем отрабатывается вторая координата. При задании быстрого перемещения одновременно по двум координатам в пределах рабочей зоны движение рабочего органа начинается одновременно по обеим координатам на одинаковых скоростях. Как правило, величина перемещения по координатам разная, поэтому отработка перемещения заканчивается не одновременно.
Рабочая подача перемещения задаётся в программе на группу кадров и действует до прихода команды на изменение величины подачи. При контурной обработке поверхности задаётся максимальное значение рабочей подачи, предусмотренное технологическим процессом. Реальные значения подачи по каждой из координат рассчитываются и задаются устройством интерполяции по алгоритму, аналогичному расчёту траектории.
При программировании перемещений с функциями G 60 – G 62 выполняется позиционирование рабочего органа в заданные координаты с постепенным уменьшением скорости до нулевого значения. Это делается для повышения точности позиционирования при обработке отдельных элементов детали.
Функция инструмента задаёт номер позиции револьверной головки или инструментального магазина, которые должны стать в рабочую позицию. Поиск заданного инструмента производится автоматически по номеру, записанному в программе по адресу "Т". Эта функция задаётся в одном кадре и действует до прихода новой команды на смену инструмента.
Подпрограммы. Подпрограммами записываются постоянные циклы, описывающие технологические операции стандартных видов обработки. Стандартные циклы разрабатываются для конкретного оборудования с учётом его технологических возможностей. Для токарных станков это могут быть стандартный цикл черновой обработки с автоматическим делением припуска по проходам, цикл точения канавки, цикл глубокого сверления с периодическим выводом сверла и ряд других. Для станков сверлильно-фрезерно-расточной группы циклы нарезания резьбы, циклы растачивания отверстий, цикл многопроходного фрезерования и др.
ТРЕБОВАНИЯ К ТЕХНОЛОГИЧНОСТИ ДЕТАЛЕЙ,
ОБРАБАТЫВАЕМЫХ НА СТАНКАХ С ЧПУ.
Требования к технологичности деталей, обрабатываемых на станках с числовым программным управлением, значительно отличаются от требований, предъявляемых для обработки на универсальном оборудовании с ручным управлением. Существует комплекс критериев технологичности, условно разделяемых на две группы: общие требования к детали и требования к технологичности обрабатываемых поверхностей.
К общим требованиям относятся:
1. Обоснованный выбор материала детали и требования к качеству её поверхностного слоя.
2. Обеспечение достаточной жёсткости конструкции. Особенно это касается корпусных деталей, так как при недостаточной жёсткости необходимо снижать режимы резания, что приводит к потере производительности
3. Сокращение числа установок и переустановок заготовки при обработке. Наиболее удачным будет вариант, при котором удаётся выполнить полную обработку с одной установки.
4. Наличие элементов заготовки, обеспечивающих её надёжное закрепление в приспособлении или на столе станка. Желательно исключить перезакрепление заготовки для выполнения полной обработки. В случае необходимости перезакрепления нельзя допустить смещения заготовки во избежание потери точности.
5. Возможность обработки максимального числа поверхностей с одной установки при консольном закреплении инструмента.
6. Минимальное количество глухих отверстий и отверстий, расположенных под углом к основным координатным осям детали.
7. Максимально возможная унификация форм и размеров обрабатываемых элементов с целью уменьшения номенклатуры применяемого инструмента и возможностью применения типовых подпрограмм
8. Форма детали должна быть удобна для использования устройств автоматического контроля размеров.
9. Обеспечение лёгкого удаления стружки.
10. Припуск под мехобработку должен быть минимальным и по возможности равномерным, но достаточный для получения заданных параметров точности и шероховатости.
11. Равномерная твёрдость поверхностного слоя заготовки. Большие колебания значений твёрдости могут привести к поломке инструмента. Во избежание этого приходится заведомо занижать режимы резания.
12. Наличие технологических баз, используемых при обработке и для захвата заготовки промышленным роботом.
Для удовлетворения требований механической обработки на станках с числовым программным управлением в общем случае следует считать технологичными такие детали, формы и размеры которых отвечают условиям обработки в автоматическом цикле. При этом могут присутствовать короткие технологические перерывы для выполнения контрольных операций или замены инструмента, но не должно быть ручных приёмов управления обработкой.
Дальнейшее повышение технологичности конструкции должно быть направлено на сокращение типоразмеров режущего инструмента. Необходимо стремиться использовать штатный инструмент, входящий в комплект станка.
Повышение технологичности деталей, обрабатываемых на станках с ЧПУ, может потребовать изменения некоторых конструктивных элементов:
-проектировать ширину канавок одного размера с целью уменьшения номенклатуры инструмента и его унификации;
-шпоночные пазы, выполняемые на различных шейках вала, располагать с одной стороны детали, чтобы избежать переустановок и дополнительного ориентирования заготовок;
-стремиться к симметричности детали, чтобы использовать возможность программирования "зеркальной отработки" и тем самым сократить длину управляющей программы;
-по возможности заменять большие опорные поверхности, требующие обработки, конструктивно оформленными плоскостями в виде приливов и платиков;
-располагать обрабатываемые отверстия на одном уровне;
-по возможности максимально унифицировать размеры отверстий под крепёжные изделия;
-располагать отверстия перпендикулярно к основной обрабатываемой поверхности;
-изменять ширину канавок для возможной замены операции строгания более производительным фрезерованием;
-уменьшать величину консольности закрепления детали и повышать её общую жёсткость;
-уменьшение числа обрабатываемых поверхностей;
-снижение требований к шероховатости свободных поверхностей;
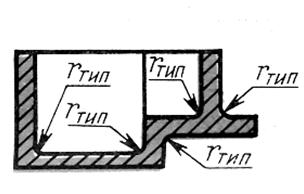
-сопряжения участков обрабатываемых контуров по возможности выполнять одинаковыми радиусами для уменьшения номенклатуры инструмента и сокращения управляющей программы;
-типизация повторяющихся геометрических элементов детали, например, карманов, колодцев и т.д.;
-заменять наклонные стенки в корпусных деталях, подвергающиеся обработке, вертикальными и т.д.
Эти задачи решаются на этапе анализа технологичности детали при конструировании технологического процесса обработки заготовки на станке с числовым программным управлением.
Нетехнологичное решение   |
 Технологичное решение Технологичное решение | ||||||
 |  | ||||||
|
| ||||||
|
|
11. ТРЕБОВАНИЯ К ЗАГОТОВКАМ, ПРЕДНАЗНАЧЕННЫМ ДЛЯ ОБРАБОТКИ НА СТАНКАХ С ЧПУ.
Каждая деталь характеризуется набором определённых требований, необходимых для успешного выполнения ею своего служебного назначения. Это материал заготовки, габаритные размеры, точность выполнения отдельных элементов, качество обработанной поверхности и т.д. Немаловажное значение имеет так же программа выпуска изделий, так как это может оказывать влияние на способ получения заготовки.
Общая себестоимость готового изделия складывается из себестоимости заготовки и себестоимости её обработки. Поэтому процесс изготовления изделия необходимо рассматривать комплексно. Несоблюдение этого условия может привести к тому, что относительно невысокая себестоимость механической обработки при значительных затратах на производство заготовки не позволит получить ощутимый экономический эффект. Возможен и другой вариант, когда относительно недорогая заготовка потребует дополнительной механической обработки и соответственно увеличение затрат общей себестоимости изделия.
Следует учитывать, что обработка на станках с программным управлением ввиду сложности и дороговизны оборудования и дополнительных затрат на технологическую подготовку является дорогостоящей операцией. Поэтому правильный выбор заготовки для обработки на таких станках оказывает влияние на себестоимость детали.
Номенклатура деталей, предназначенных для обработки на станках с ЧПУ, определяется путём изучения технической документации на эти детали (технологическая проработка детали), особенностей конкретного производства (состав станочного парка, технические возможности, загрузка оборудования), и характера поставленной задачи (повышение точности обработки сложнопрофильных участков изделия, концентрация операций на одном рабочем месте, сокращение контрольных операций, оптимизация режимов резания и траектории перемещения инструмента и ряда других).
Из ряда критериев, применяемых при выборе номенклатуры изделий, наиболее часто применяют экономический критерий. Он учитывает все приведенные затраты, в состав которых входят и затраты на производство заготовок.
Существуют различные способы получения заготовок. Наиболее распространённые виды заготовок – это:
Отливки из чугуна, стали и цветных металлов;
Стальные поковки, получаемые методами пластической деформации материала – штамповкой или свободной ковкой;
Сортовой прокат различного профиля;
Сварные заготовки из стали;
Заготовки, получаемые методом порошковой металлургии.
Практически все вышеперечисленные методы получения заготовок пригодны для использования их в производстве с применением на операциях мехобработки оборудования с ЧПУ.
Для сокращения затрат на механическую обработку при выборе заготовки следует пользоваться некоторыми рекомендациями, позволяющими в дальнейшем минимизировать эти затраты.
-Заготовка должна быть максимально приближена к форме готовой детали.
-Обеспечивать минимально возможные припуски на механическую обработку заготовки.
-На заготовках сложной пространственной формы припуск под мехобработку по возможности должен быть равномерным, а на заготовках для деталей правильной формы (валы, диски) симметричным.
- Термообработка заготовок должна обеспечивать равномерную твёрдость на всех обрабатываемых поверхностях.
-На заготовках не должно быть крупных дефектов, которые в дальнейшем уберутся мехобработкой, но при этом приведут к повышенному износу инструмента или даже к его поломке.
Перед установкой на станок заготовки должны быть очищены от окалины и формовочной смеси, с них необходимо удалить литники и облой.
С целью повышения эффективности использования оборудования с числовым программным управлением заготовки могут подвергаться предварительной обработке, целью которой является подготовка баз для более точной установки заготовок на последующих операциях.
Так, например, заготовки валов перед установкой на токарный станок проходят фрезерно-центровальную операцию, на которой выполняется фрезерование торцев детали с выдерживанием заданного линейного размера и сверление центровочных отверстий на заданную глубину. Заготовки, полученные свободной ковкой и имеющие неравномерный припуск на сторону, могут также пройти операцию предварительного точения, чтобы убрать эту неравномерность. Такая операция обычно выполняется на станках невысокой точности и жёсткости, так как основная задача этой операции не получение каких либо точных размеров, а создание равномерного припуска для дальнейшей обработки на высокоточных станках с ЧПУ.
На заготовках для корпусных деталей фрезеруются опорные поверхности, которые в дальнейшем служат базовыми элементами для установки заготовок на станке. В зависимости от принятого варианта технологического процесса это может быть подошва или плоскость разъёма корпуса редуктора или какие либо другие элементы. Может также выполняться обработка некоторых отверстий или вспомогательных баз. Такие операции так же выполняются на более дешёвых и менее точных универсальных станках.
Подготовленные таким образом заготовки позволяют повысить эффективность работы высокоточного и дорогостоящего оборудования с числовым программным управлением.
При многоместной обработке, когда на столе станка устанавливается несколько однотипных заготовок, желательно, чтобы они имели примерно одинаковые габариты обрабатываемых поверхностей. Это позволит сократить потери вспомогательного времени на смену инструментов и сократить номенклатуру инструментов.
При работе станка с ЧПУ в составе роботизированного комплекса на заготовке должны быть предусмотрены удобные элементы для надёжного захвата её схватом робота.
ТЕХНОЛОГИЯ ТОКАРНОЙ ОБРАБОТКИ.
Детали, обрабатываемые на станках токарной группы, могут иметь внутренние и наружные цилиндрические, конические, фасонные, торцовые поверхности в различных сочетаниях. На них могут быть дополнительные элементы в виде фасок, канавок, проточек, резьбы. Для выполнения токарных операций используются резцы различных типов с различным расположением вершины или центра инструмента
Черновая обработка основных поверхностей на станках с ЧПУ выполняется с использованием типовых схем обработки (стандартных циклов)
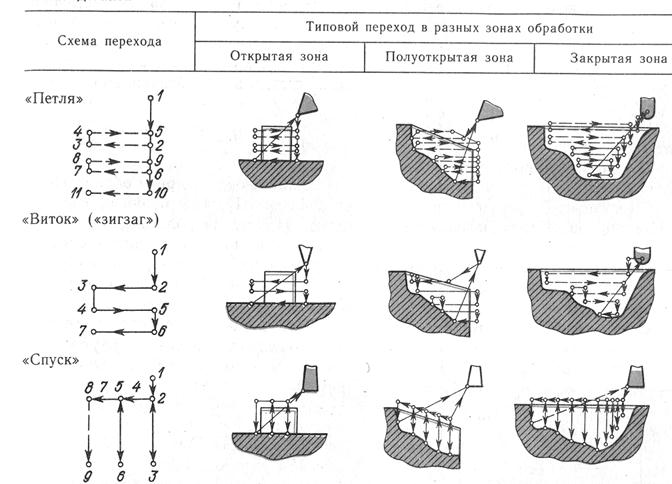
Схема «петля» представляет собой рабочее движение инструмента, отвод от обрабатываемой поверхности на 0,5÷1,0 мм. и возвращение назад (вспомогательный ход). Применяется при продольном точении открытых и полуоткрытых зон, а так же при подрезке торца.
Схема «виток» (зuгзаг) предусматривает работу инструмента на прямой и обратной подаче и может быть реализована в зонах обработки всех видов.
Схема «спуск» характерна тем, что припуск снимается при радиальном перемещении резца. Наиболее часто эту схему используют при черновых переходах для закрытых зон.

