 2014-02-24
2014-02-24 1952
1952Мероприятия по повышению производительности труда.
Пути повышения производительности труда при РДС.
Gн=Iсв.aн/t – количество наплавленного металла в единицу времени.
Пути повышения производительности:
1. увеличение сварочного тока;
2. уменьшение времени.
Два вида:
1. организационные:
· рациональное расположение инструментов на рабочем месте.
· Применение механических устройств для основных и вспомогательных работ.
2. технические:
· сварка гребенкой или пучком электродов. Можно увеличить сварочный ток, так как электроды горят попеременно (РИС 35).
Преимущество: производительность высокая.
Недостатки: в нижним положении, большая масса, плохое качество.
· Сварка с глубоким проваром (проплавлением) и увеличенной силой тока. Маркировка электрода УОНИИ 13/45 У.
· Сварка лежачим, наклонным электродом: электрод укладывается на изделие и поджигают другим электродом (РИС 36).
Длина дуги = толщине покрытия
Один рабочий может обслуживать несколько изделий.
· Сварка трехфазной дугой (РИС 37).
По степени механизации процесса: полуавтоматическая, автоматическая.
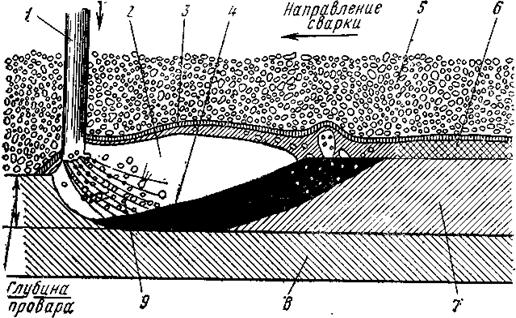
РИС Схема процесса автоматической сварки под флюсом, где:
1 – электрод;
2 – газовая полость (флюсогазовый пузырь);
3 – прослойка жидкого флюса (шлака);
4 - металлическая ванна;
5 – неиспользованный флюс;
6 - шлаковая корка;
7 – сварочный шов;
8 - основной металл;
9 - дуга;
3+4 – сварочная ванна.
Сущность: Сварочная дуга горит под слоем зернистого сыпучего вещества – флюса. Под действием теплоты дуги расплавляется основной металл, проволока, часть флюса, непосредственно прилегающая к зоне сварки. Электродная проволока подается к зоне сварки, плавится и переходит в сварочную ванну в виде отдельных капель. Одновременно проволока передвигается вдоль сварочной кромки. Происходит сварка. Расплавленный флюс образует плотную эластичную оболочку – флюсогазовый пузырь. Слой жидкого шлака надежно защищает металл от вредного воздействия газов из воздуха и предохраняет металл от разбрызгивания. Во флюсогазовом пузыре создается большое давление газов и паров металла, которое оттесняет часть жидкого металла, образуется сварной шов, покрытый затвердевшей коркой шлака, которая легко отделяется за счет разных коэффициентов линейного расширения металла и шлака.
Отличительной особенностью процесса автоматической и механизированной сварки под флюсом является то, что сварочная дуга горит не на открытом воздухе, а под слоем сыпучего зернистого флюса. Под действием теплоты дуги 9 расплавляются основной металл 8, электродная проволока 1 и часть флюса 5, непосредственно прилегающего к зоне сварки. Электродная проволока подается вниз в зону сварки со скоростью ее плавления, плавится и переходит в шов в виде отдельных капель. Одновременно с этим проволока передвигается вдоль свариваемых кромок, в результате чего происходит процесс сварки. Расплавленный флюс образует плотную эластичную оболочку — флюсогазовый пузырь 2, поверх которого находится слой жидкого шлака 3. Флюсогазовый пузырь надежно защищает расплавленный металл от вредного воздействия кислорода и азота воздуха, а также предохраняет его от разбрызгивания. Во флюсогазовом пузыре создается большое давление газов, которое оттесняет часть жидкого металла 4 в противоположную направлению сварки сторону. После остывания жидкого металла образуется сварной шов 7, покрытый затвердевшей коркой шлака 6. Прослойка жидкого металла между дугой и дном сварочной ванны обладает малой теплопроводностью, поэтому величина ее оказывает большое влияние на глубину провара. Чем толще эта прослойка, тем меньше теплота дуги будет воздействовать на основной металл и тем меньше будет глубина провара, и наоборот. При этом изменяются высота и ширина выпуклости шва.

