 2014-02-24
2014-02-24 1593
1593Качество поверхности характеризуется шероховатостью, волнистостью и физико-механическими свойствами поверхностного слоя Шероховатостью поверхности (микрогеометрией) называют совокупность неровностей с относительно малыми шагами на базовой длине, образующих рельеф поверхности детали.

Рис. 3.1. Схематическое изображение шероховатости и волнистости поверхности
Волнистостью поверхности называют совокупность периодически чередующихся неровностей с относительно большим шагом превышающим базовую длину, принимаемую при измерении шероховатости. На рис. 3.1 приведено схематическое изображение шероховатости и волнистости поверхности. Разграничением понятий шероховатости и волнистости является отношение шага к высоте неровностей: для шероховатости l/H < 50; для волнистости L/H в – от 50 до 1000.
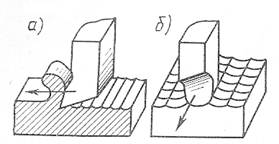
Шероховатость поверхности бывает продольная, измеряемая в направлении вектора скорости резания (рис. 3.2, а), и поперечная, измеряемая в направлении подачи (рис. 3.2, б). Для оценки шероховатости поверхности приняты следующие параметры (рис. 3.3):
 а) высота неровностей профиля R z, представляющая собой среднее расстояние между пятью высотами выступов и впадин на кривой неровностей поверхности:
а) высота неровностей профиля R z, представляющая собой среднее расстояние между пятью высотами выступов и впадин на кривой неровностей поверхности:
 ; (3.1)
; (3.1)
б) высота неровностей R max, т. е. расстояние между линией выступов профиля и линией впадин в пределах базовой длины;
Рис. 3.2. Шероховатость поверхности
в) среднее арифметическое отклонение профиля R a, определяемое из абсолютных значений отклонений профиля h от средней линии:
 ; (3.2)
; (3.2)
г) средний шаг неровностей Sm и средний шаг неровностей по вершинам S:
 ;
;  (3.3)
(3.3)
д) относительная опорная длина профиля t p – отношение опорной длины профиля к базовой длине, %:
 (3.4)
(3.4)
где η – опорная длина профиля, равная  .
.
Диапазон колебаний параметров: l – от 0,01 до 25 мм, R z и R max – от 0,25 до 12,5 мкм,

Рис. 3.3. Профиль поверхности (шероховатость микронеровностей): R z, R a, Sm и t p
Величины Sm и tp характеризуют форму микронеровностей и предопределяют износостойкость и контактную деформацию сопряженных деталей.
В отдельных случаях шероховатость регламентируют направлением неровностей. Направление неровностей влияет на совместный контакт сопряженных поверхностей. Например, для поверхностей скольжения совпадение направления штрихов обработки с направлением скольжения уменьшает износ.
Шероховатость поверхности чаще всего оценивают параметром R z или R a.
В процессе обработки резанием наблюдаются пластические деформации и нагревание поверхностного слоя, которые изменяют состояние металла в этом слое.по сравнению с основным металлом. Физико-механические свойства поверхностного слоя характеризуются его структурой, твердостью, значением и знаком остаточных напряжений. При химико-термической обработке происходит изменение химического состава поверхностного слоя заготовки.

