 2014-02-09
2014-02-09 4508
4508История металлорежущих станков
Считается, что история металлорежущих станков начинается с изобретения суппорта токарного станка[1]. Около 1751 г. французский инженер и изобретатель Жак Де Вокансон первый применил специальное устройство для фиксации резца — устранив таким образом непосредственное влияние руки человека на формообразование поверхности.
По другим сведениям русский ученый Андрей Константинович Нартов разработал конструкцию первого в мире токарно-винторезного станка с механизированным суппортом и набором сменных зубчатых колёс (1738)[2].
Классификация металлорежущих станков
Станки классифицируются по множеству признаков.
- По классу точности металлорежущие станки классифицируются на пять классов:
- (Н) Нормальной точности
- (П) Повышенной точности
- (В) Высокой точности
- (А) Особо высокой точности
- (С) Особо точные станки (мастер-станки)
- Классификация металлорежущих станков по массе:
- лёгкие (< 1 т)
- средние (1-10 т)
- тяжёлые (>10 т)
- уникальные (>100 т)
- Классификация металлорежущих станков по степени автоматизации:
- ручные
- полуавтоматы
- автоматы
- станки с ЧПУ
- гибкие производственные системы
- Классификация металлорежущих станков по степени специализации:
- универсальные. Для изготовления широкой номенклатуры деталей малыми партиями. Используются в единичном и серийном производстве. Также используют при ремонтных работах.
- специализированные. Для изготовления больших партий деталей одного типа. Используются в среднем и крупносерийном производстве
- специальные. Для изготовления одной детали или детали одного типоразмера. Используются в крупносерийном и массовом производстве
По виду обработки в СССР была принята следующая классификация, которая продолжает действовать в России. В соответствии с ней металлорежущие станки разделяются на следующие группы и типы:
Для осуществления процесса резания на металлорежущих станках необходимо обеспечить взаимосвязь формообразующих движений.
У металлорежущего станка имеется привод (механический, гидравлический, пневматический), с помощью которого обеспечивается передача движения рабочим органам: шпинделю, суппорту и т. п. Комплекс этих движений называется формообразующими движениями. Их классифицируют на два вида:
1) Основные движения (рабочие), которые предназначены непосредственно для осуществления процесса резания:
а) Главное движение Dг — осуществляется с максимальной скоростью. Может передаваться как заготовке (например в токарных станках) так и инструменту (напр. в сверлильных, шлифовальных, фрезерных станках). Характер движения: вращательный или поступательный. Характеризуется скоростью — v (м/с).
б) Движение подачи Ds — осуществляется с меньшей скоростью и так же может передаваться и заготовке и инструменту. Характер движения: вращательный, круговой, поступательный, прерывистый. Виды подач:
— подача на ход, на двойной ход Sx. (мм/ход), Sдв.х. (мм/дв.ход);
— подача на зуб Sz (мм/зуб);
— подача на оборот So (мм/оборот);
— частотная (минутная) подача Sm (об/мин).
2) Вспомогательные движения — способствуют осуществлению процесса резания, но не участвуют в нём непосредственно. Виды вспомогательных движений:
— наладка станка;
— задача режимов резания;
— установка ограничителей хода в соответствии с размерами и конфигурациями заготовок;
— управление станком в процессе работы;
— установка заготовки, снятие готовой детали;
— установка и смена инструмента и прочие.
Лит.: Машиностроение. Энциклопедический справочник, т. 9, М., 1949; Шувалов Ю. А., Веденский В. А., Металлорежущие станки, 2 изд., М., 1959; 3агорский Ф. Н., Очерки по истории металлорежущих станков до середины XIX века, М. — Л., 1960; Металлорежущие станки, под ред. Н. С. Ачеркана, т. 1—2, М., 1965; Агурский М. С., Вульфсон И. А., Ратмиров В. А., Числовое программное управление станками, М., 1966; Шаумян Г. А., Кузнецов М. М., Волчкевич Л. И., Автоматизация производственных процессов, М., 1967; Резание конструкционных материалов, режущие инструменты и станки, М., 1967; Проников А. С., Расчёт и конструирование металлорежущих станков, 2 изд., М., 1967; Кучер И. М., Металлорежущие станки, 2 изд., Л., 1969; Самоподнастраивающиеся станки, [Сб. ст.1, под ред. Б. С. Балакшина, 3 изд., М., 1970; Налчан А. Г. (сост.), Металлорежущие станки, М., 1970; Металлорежущие станки, М., 1970; Ратмиров В. А., Сиротенко А. П., Гаевский Ю. С., Самонастраивающиеся системы управления станками, М., 1971; Технологическая надёжность станков, М., 1971; Детали и механизмы металлорежущих станков, под ред. Д. Н. Решетова, т. 1—2, М., 1972.
Д. Л. Юдин.
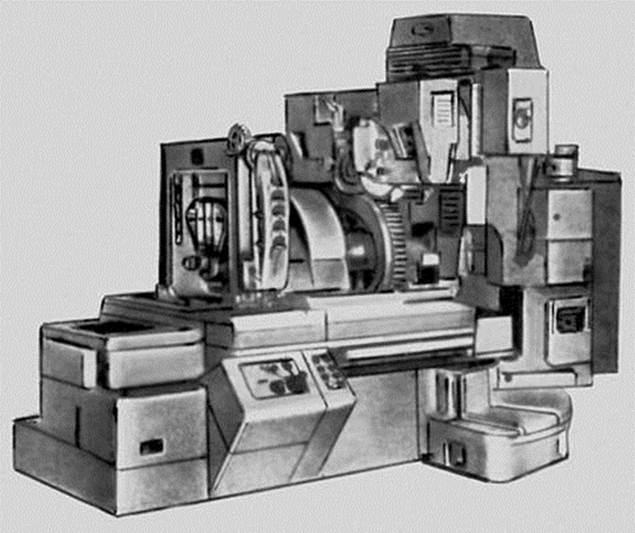
Рис. 3а. Основные типы металлорежущих станков. Зубошлифовальный станок (5853).
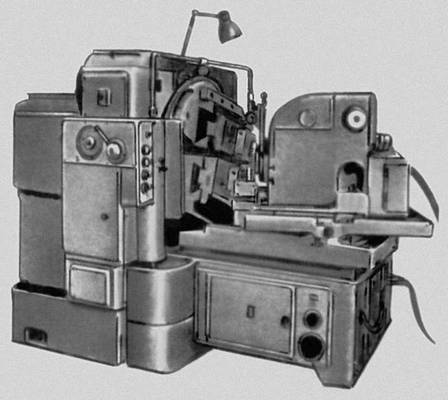
Рис. 3б. Основные типы металлорежущих станков. Зубострогальный полуавтомат (5А250П).
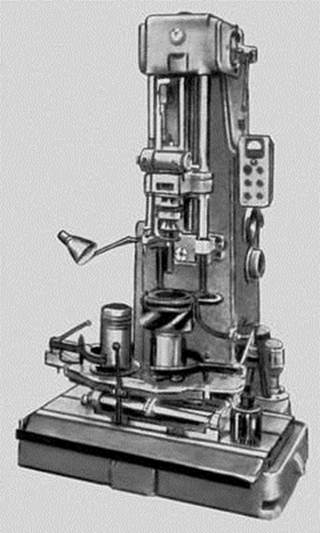
Рис. 3в. Основные типы металлорежущих станков. Хонинговальный вертикальный одношпиндельный станок (ЗБ833).
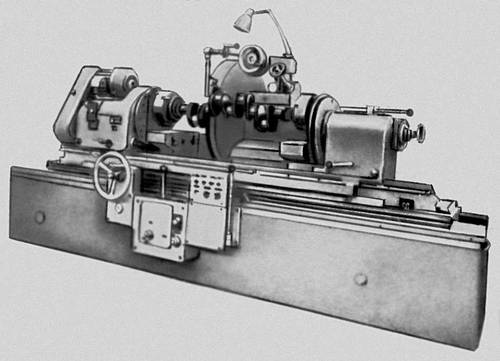
Рис. 3г. Основные типы металлорежущих станков. Станок для перешлифовки шатунных и коренных шеек коленчатых валов (3А423).
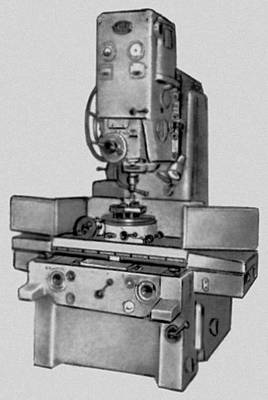
Рис. 3д. Основные типы металлорежущих станков. Координатно-расточный станок (2B440).
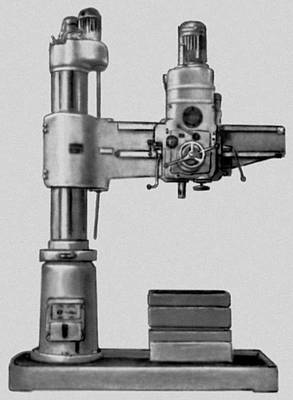
Рис. 3е. Основные типы металлорежущих станков. Радиально-сверлильный станок (2A53).
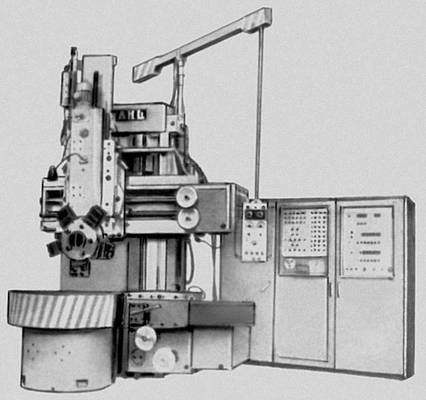
Рис. 3ж. Основные типы металлорежущих станков. Токарно-карусельный одностоечный станок с числовым программным управлением (1512Ф2).
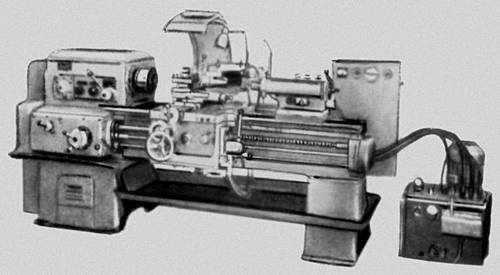
Рис. 3з. Основные типы металлорежущих станков. Универсальный токарно-винторезный станок с автоматическим циклом (1K62A).
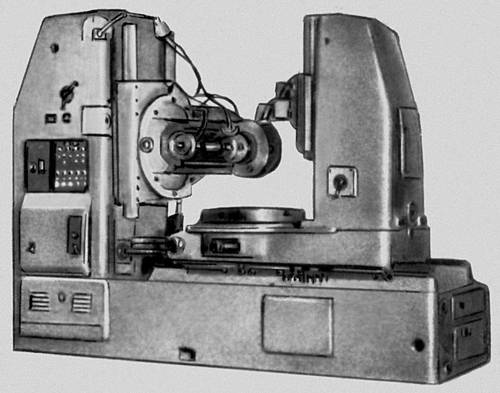
Рис. 3и. Основные типы металлорежущих станков. Зубофрезерный станок (5K328A).
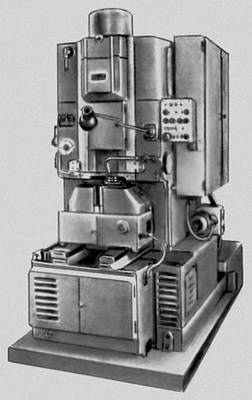
Рис. 3к. Основные типы металлорежущих станков Зубодолбёжный полуавтомат (5122).
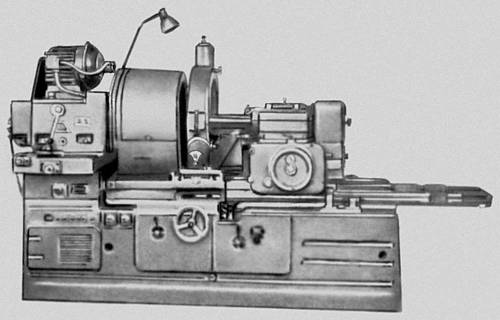
Рис. 3л. Основные типы металлорежущих станков. Внутришлифовальный станок (3260).
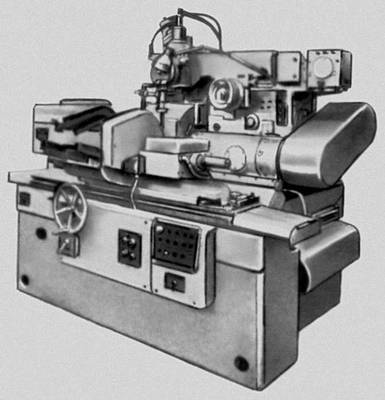
Рис. 3м. Основные типы металлорежущих станков. Круглошлифовальный автомат (3К161).
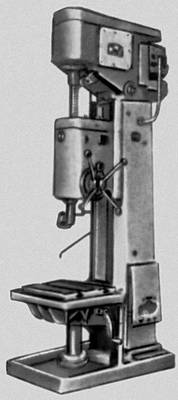
Рис. 3н. Основные типы металлорежущих станков. Вертикально-сверлильный станок (2A135).
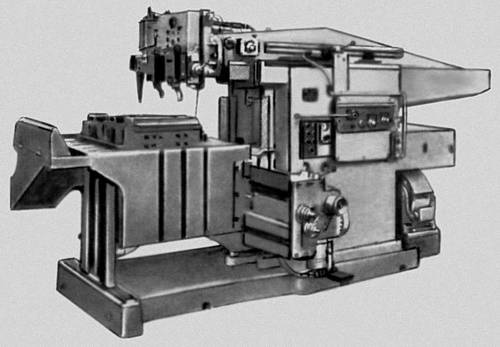
Рис. 3о. Основные типы металлорежущих станков. Копировальный поперечно-строгальный станок (ГД-21).
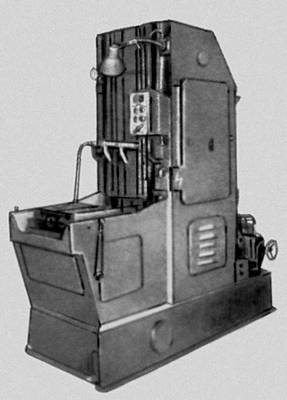
Рис. 3п. Основные типы металлорежущих станков. Вертикально-протяжной станок (7Б705).
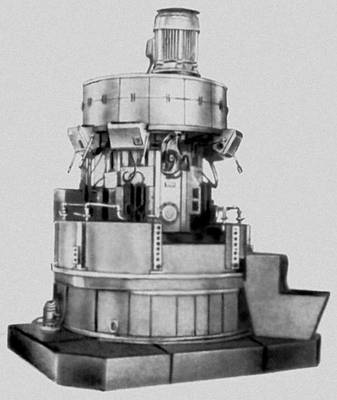
Рис. 3р. Основные типы металлорежущих станков. Токарный восьмишпиндельный автомат (1К282).
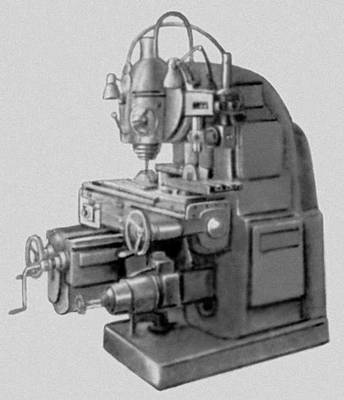
Рис. 3с. Основные типы металлорежущих станков. Вертикально-фрезерный станок с копировальным устройством (6Н12К).
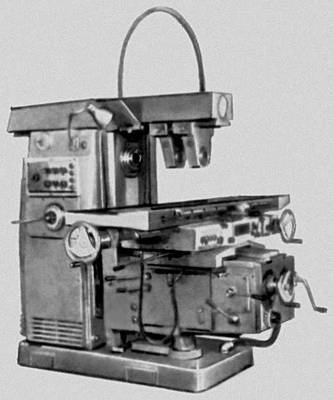
Рис. 3. Основные типы металлорежущих станков. Универсальный консольно-фрезерный станок (6Т82).
Рис. 1. Воспроизведения производящих линий методом: а, б — копирования; в — огибания (обката); г, д — следа; е — касания; П — производящая линия.
Рис. 2. Кинематическая схема главного привода токарного станка.
Рис. 4. Структурная схема цифрового программного управления металлорежущего станка: 1 — устройство для ввода программы; 2 — промежуточная «память»; 3 — сравнивающее устройство; 4 — исполнительный механизм; 5 — узел обратной связи (активного контроля).
Большая советская энциклопедия. — М.: Советская энциклопедия. 1969—1978.
В станкостроении конца XIX в. господствовали пять основных типов станков: токарные, строгальные (долбежные), сверлильные, фрезерные и шлифовальные.

